Evaluación del proceso de medición (EMP) utilizando métodos gráficos simples
Fuente: [34] Donald J. Wheeler, artículo: "Una mejor manera de realizar estudios de R&R. El enfoque de evaluación del proceso de medición..." / Donald Wheeler, artículo: "Una mejor manera de realizar estudios de R&R. Evaluación del enfoque del proceso de medición ". Artículo amablemente proporcionado por el Dr. Donald Wheeler. Traducción y comentarios: Sergey P. Grigoryev
Puede descargar datos para este artículo.
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
Con nuestro software usted puede realizar evaluación del proceso de medición (Evaluación del Proceso de Medición, EMP), que quedará claro para todas aquellas personas a las que decida mostrar los resultados, desde los operadores de medición hasta la alta dirección.
En este artículo, le mostraré cómo obtener más información sobre la repetibilidad y reproducibilidad del medidor (Gage R&R) de un sistema de medición a partir de sus datos con menos esfuerzo. En lugar de perderse en una serie de cálculos, el enfoque Evaluación del proceso de medición Proceso de medición (EMP) utiliza el poder de la representación gráfica de la información para revelar aspectos interesantes de sus datos.
Estudio EMP (Evaluación del proceso de medición)
La idea detrás de la investigación EMP es simple y profunda. Como dijo mi amigo y colega, el fallecido Richard Lyday, “la medición es un proceso, y con la ayuda de un subgrupo racional se puede estudiar cualquier proceso”. Un estudio EMP comienza de manera muy similar a un estudio de calibración R&R, pero en lugar de calcular estimaciones de todo lo posible, inmediatamente coloca los datos en un gráfico de control XbarR de medias y rangos de subgrupos para descubrir qué está sucediendo en los datos.
Vea la descripción de la función de agrupación racional de datos en nuestro software:
- Gráficos de control de Shewhart Analista PRO +AI
Cuando utilizamos el gráfico de control XbarR de medias y rangos de subgrupos con datos experimentales, estamos haciendo algo completamente diferente de lo que normalmente hacemos con ese gráfico de control. Cuando se utiliza un gráfico de rango y media de subgrupos XbarR con datos de progreso de proceso secuencial, se denomina correctamente "gráfico de comportamiento del proceso". Allí, el objetivo es clasificar un proceso como predecible o impredecible. Por el contrario, en el estudio EMP analizamos los resultados de un tipo especial de experimento. Aquí estamos tratando de determinar si podemos detectar diferencias entre piezas a pesar de la incertidumbre causada por el error de medición. Este cambio tanto en la naturaleza de los datos como en la naturaleza de nuestras preguntas cambiará la forma en que se interpreta el gráfico XbarR de medias y rangos de subgrupos para la investigación EMP.
Aunque el enfoque EMP se puede adaptar a muchas estructuras de datos y esquemas de recopilación de datos diferentes, ilustramos un estudio EMP básico utilizando la misma estrategia de recopilación de datos utilizada en las pruebas de calibración (Gauge R&R). Se realiza un experimento simple y completamente cruzado cuando dos o más operadores miden cada una de tres a 10 partes dos o tres veces cada uno. Para nuestro ejemplo, utilizaremos un estudio EMP en el que seis operadores midieron cada una de las cuatro partes tres veces.
El sistema de medición consta de un banco de pruebas portátil que mide la propiedad electromagnética de un producto específico. Dado que este banco de pruebas manual se utiliza en producción para una inspección del 100%, es fundamental para el funcionamiento de la planta. Debido a que seis operadores realizan esta prueba de manera rutinaria, los seis fueron incluidos en el estudio EMP. Las cuatro partes utilizadas en el estudio se seleccionaron del flujo de productos en uno de cuatro días diferentes.
Richard Lyday normalmente recopiló sus datos en dos o tres rondas, y cada operador midió cada parte una vez en cada ronda. Sin embargo, con mediciones subjetivas o complejas, puede ser necesario "cegar" el experimento para que los operadores no sepan cuándo están volviendo a probar un elemento determinado y dónde se baraja o "aleatoriza" el orden de las pruebas de una forma u otra.
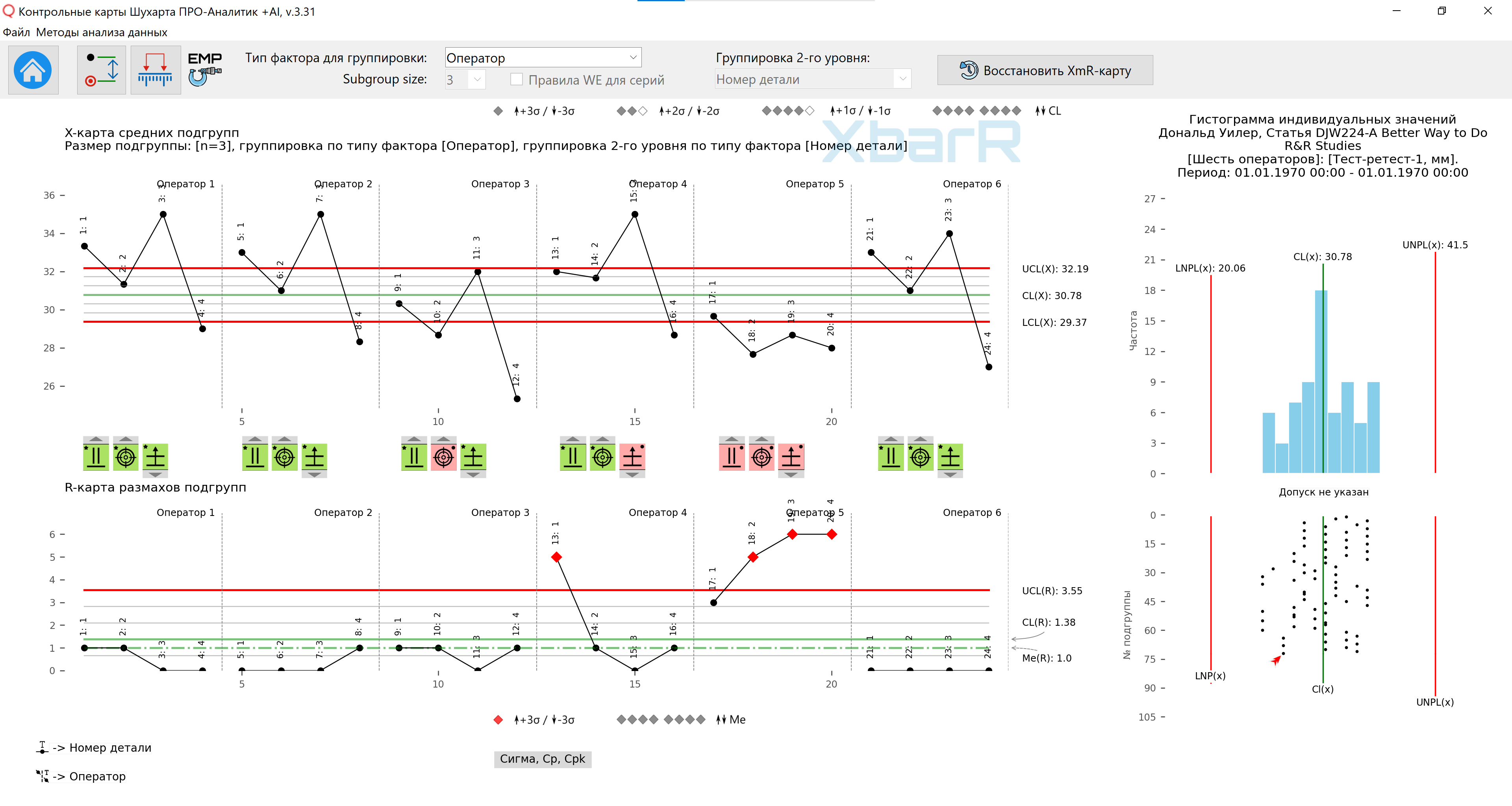
Figura 1: Estudio EMP (paralelismo, posición, consistencia) para un banco de pruebas manual. Dibujo elaborado con nuestro software. Gráficos de control de Shewhart PRO-Analyst +AI .
La clave para comprender cualquier gráfico de control XbarR de medias y rangos de subgrupos es comprender qué fuentes de variación hay dentro de los subgrupos y qué fuentes de variación hay entre subgrupos. La Figura 1 muestra tres fuentes diferentes de variación: diferencias entre operadores y partes, que aparecen entre subgrupos en el mapa de media, y diferencias entre medidas repetidas, que aparecen dentro de subgrupos en el mapa de rango.
La variación test-retest encontrada dentro de los subgrupos se denomina comúnmente repetibilidad. Este aislamiento del error test-retest dentro de los subgrupos en el gráfico de rangos y todas las demás fuentes de variación que aparecen entre subgrupos en el gráfico de medias de subgrupos es un sello distintivo del estudio EMP. Debido a este aislamiento del error de la nueva prueba, los límites de control que se muestran en el gráfico de control XbarR de las medias y rangos de los subgrupos en la Figura 1 dependen únicamente del error de la nueva prueba. Por lo tanto, los límites de control en la Figura 1 indican específicamente la cantidad de cambio que sólo puede atribuirse al error de medición.
Como siempre, el gráfico de barras X de medias de subgrupos busca diferencias entre subgrupos, mientras que el gráfico R de rangos de subgrupos prueba la coherencia dentro de los subgrupos. Esta característica de los gráficos significa que el gráfico de rangos de la Figura 1 examina estos 24 subgrupos para ver si hay alguna inconsistencia en el tamaño de los errores de repetición que se muestran. Los valores de rango superiores al límite de control de intervalo superior indican una inconsistencia del error de nueva prueba. Dado que tales inconsistencias representan problemas serios con el procedimiento de medición en sí, vale la pena estudiar las razones de estas cuestiones.
Debido a que los límites del gráfico de control de medias y rangos de subgrupos son sólidos, podemos, a pesar de la inconsistencia en el mapa R de rangos, también usar el mapa X de medias para estimar diferencias entre partes y operadores. Comenzamos analizando la variación de una parte a otra.
Las diferencias entre las piezas dependerán de cómo se seleccionaron las piezas. A veces, las piezas pueden seleccionarse en intervalos de tiempo específicos del flujo de producto. En otro caso, las piezas pueden simplemente seleccionarse al azar de un flujo de productos o seleccionarse deliberadamente para representar posibles diferencias de piezas durante un período de tiempo particular. Independientemente de cómo se seleccionen las piezas, querrá detectar diferencias entre ellas a pesar de la incertidumbre causada por el error de medición. Esto significa que querrás encontrar puntos fuera del área formada por los límites de control en el mapa X de los subgrupos medios. Hasta que haya seleccionado las piezas para que sean todas iguales, esperará encontrar puntos fuera de los límites de control. El gráfico de promedio Xbarra permite una comparación visual de la variación entre piezas y la incertidumbre de medición. La variación de parte a parte está representada por el ancho de la banda, determinado por los valores promedio con valores mínimos y máximos. El error de medición está representado por el ancho de la banda entre los límites de control del mapa de subgrupo medio. Así, cuanto más amplia sea la banda cubierta por los valores medios con respecto al ancho de la banda entre los límites de control, más fácil será detectar variaciones del producto a pesar del error de medición.
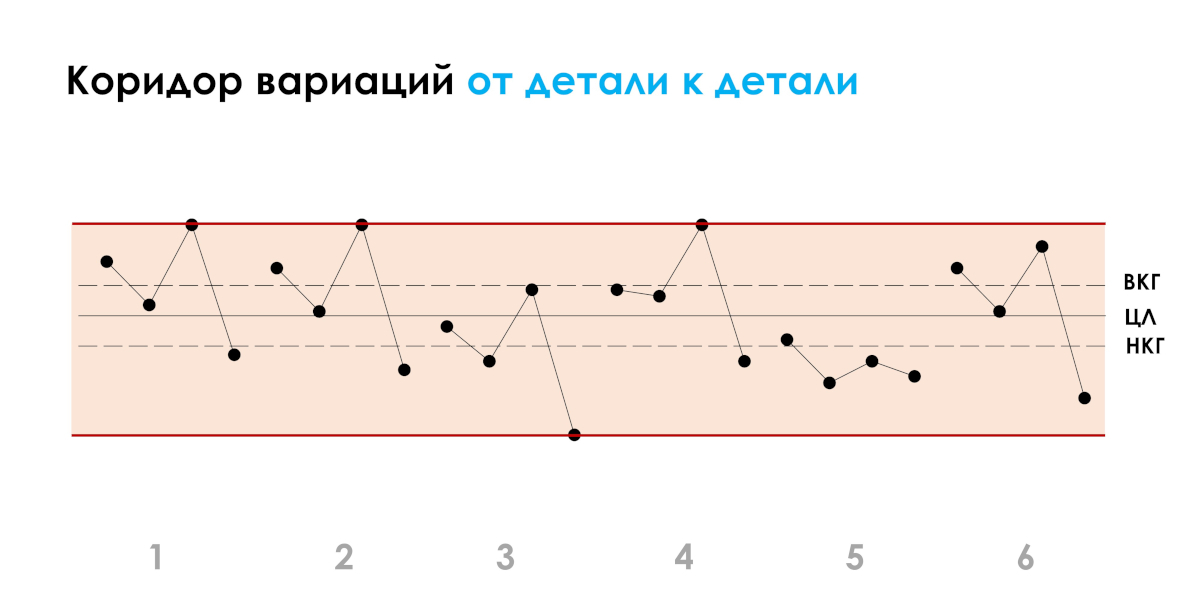
Figura 2.1. Corredor de variaciones de una parte a otra.
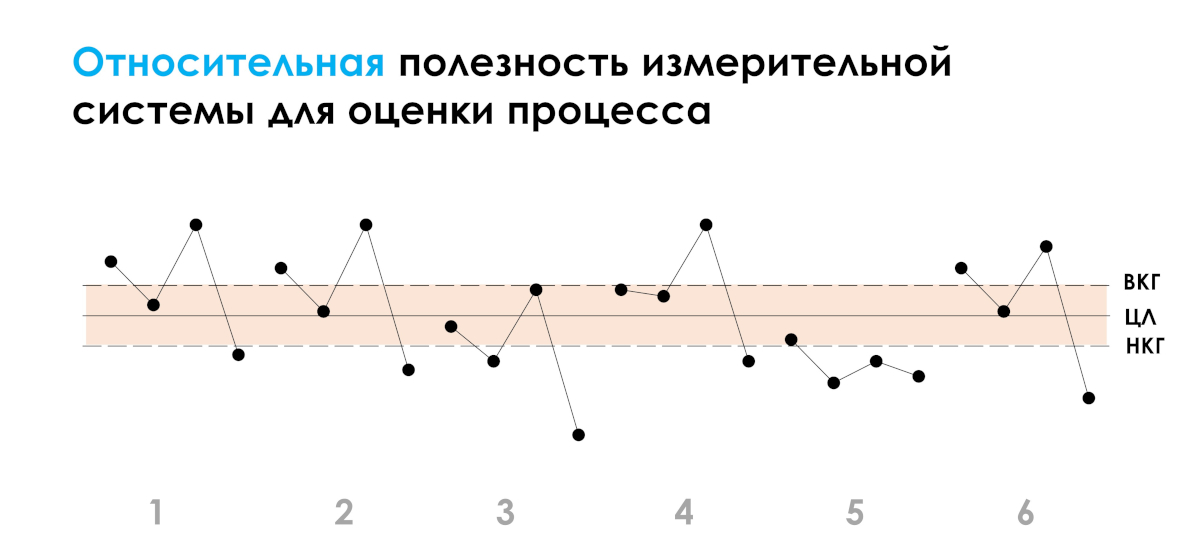
Figura 2.2. Utilidad relativa del sistema de medición como lo demuestra el mapa X de control de las medias de los subgrupos.
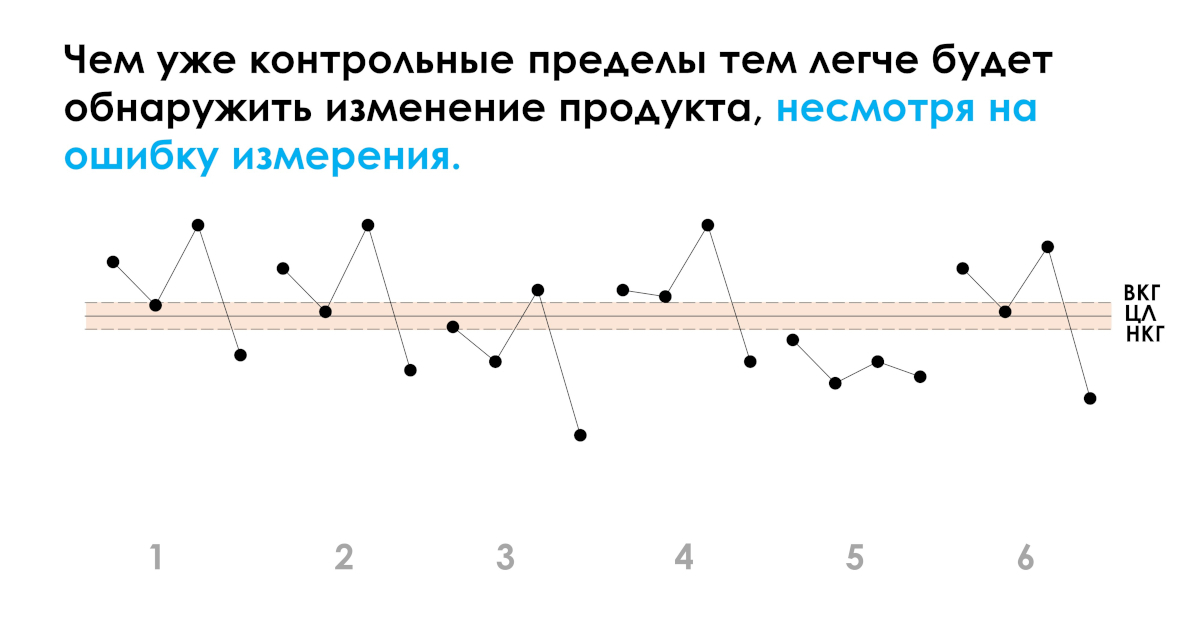
Figura 2.3. Cuanto más estrechos sean los límites de control, más fácil será detectar cambios en el producto a pesar del error de medición.
Al mismo tiempo, cuando queremos detectar diferencias entre piezas, preferimos que no haya diferencias entre operadores. Hay dos formas de probar las diferencias entre operadores utilizando un mapa de medias. El primero de ellos utiliza las formas (paralelismo) del curso de los valores, y el segundo utiliza las posiciones (posición) del curso de los valores. Para facilitar ambas comparaciones, el estudio EMP ocultará segmentos de línea que conectarían los puntos de un operador a otro.

Figura 2.3. Hay dos formas de probar las diferencias entre operadores utilizando un mapa de medias.
Para ver cómo interpretar la forma de los valores, es útil comenzar considerando cómo se vería un gráfico de medias de subgrupos si no hubiera diferencias entre operadores ni errores de medición. En estas condiciones, las formas de progresión de valor para cada operador serían exactamente las mismas. Segmento por segmento serían perfectamente paralelos entre sí (como las curvas para los operadores 1 y 2) en la Figura 3. Sin embargo, una vez que introducimos el error de medición en nuestra imagen de lo que está sucediendo, comenzamos a ver pequeñas desviaciones del paralelismo perfecto ( más parecidas a las curvas de los operadores 4 y 6). Mientras exista un grado razonable de paralelismo, no debemos preocuparnos. Aquí, los operadores 1, 2, 3, 4 y 6 muestran un grado razonable de paralelismo. La afirmación 5, por otra parte, muestra una grave falta de paralelismo.
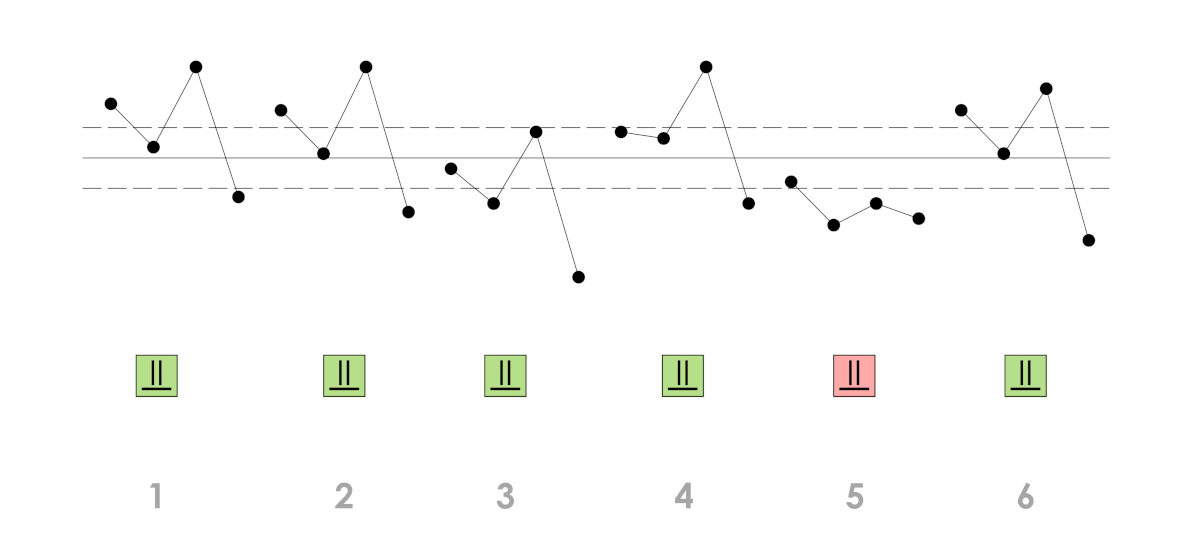
Figura 3. Sin paralelismo para el enunciado 5.
Entonces, ¿qué significa que no haya paralelismo? El no paralelismo severo indica un efecto de interacción entre operadores y piezas. (Algebraicamente, los efectos de interacción y el no paralelismo son lo mismo: un efecto de interacción es imposible sin no paralelismo, y viceversa). Aquí vemos que el operador 5 mide estos cuatro detalles de una manera significativamente diferente. Dado que no debería haber efectos de interacción entre los operadores y las piezas, esta interacción representa una inconsistencia grave en el proceso de medición que requiere atención inmediata. Dichos efectos de interacción pueden ser causados por operadores que utilizan diferentes métodos, o porque algunos operadores se saltan un paso en el procedimiento de medición, o simplemente por la presencia de uno o más operadores no capacitados. Pero sea cual sea el motivo, es un problema con el proceso de medición que debe corregirse.
Además de verificar la concurrencia, también podemos comparar las posiciones (posición) del progreso de los registros. Cuando hacemos esto, esencialmente estamos comparando los promedios de los operadores. En la Figura 4 vemos que tanto el operador 3 como el operador 5 tienen valores promedio significativamente más bajos que los de los otros cuatro operadores. Estas diferencias entre las medias de los operadores son posibles sesgos del operador.
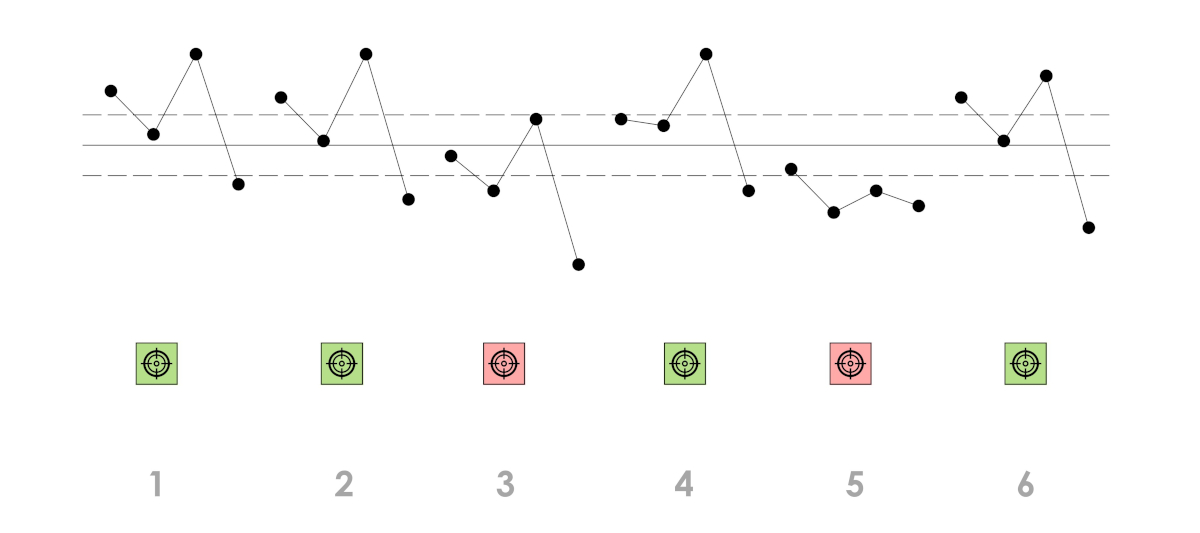
Figura 4. Posibles sesgos de los operadores 3 y 5.
¿Qué dice el gráfico XbarR de control de promedios y rangos de subgrupos, construido según los datos de un estudio del proceso de medición? Vea la imagen a continuación.
Figura 5. Estudio EMP (Paralelismo, Posición, Consistencia) para un banco de pruebas manual. Dibujo elaborado con nuestro software. Gráficos de control de Shewhart PRO-Analyst +AI .
Entonces, ¿qué podemos decir sobre el mensaje general del diagrama EMP de la Figura 5? Los operadores 1, 2 y 6 muestran un buen paralelismo, tienen promedios (posición) similares para estos cuatro detalles en el gráfico de barras X de promedios de subgrupos y demuestran consistencia (repetibilidad) del error de nueva prueba en el mapa R de rangos de subgrupos. Al comparar los anchos de las restricciones con estos tres flujos de valor (datos de las declaraciones 1, 2 y 6), vemos que el banco de pruebas manual puede detectar un cambio de producto.
El operador 3 muestra un buen paralelismo en el gráfico Xbar y un pequeño tamaño de error de nueva prueba en el mapa de rango R, pero es consistentemente bajo en todas sus dimensiones en el mapa Xbar. Este es un posible sesgo del operador. Se debe determinar la causa de este cambio para poder eliminarlo.
El operador 4 tiene un paralelismo razonable y un buen promedio en el mapa Xbar, pero tiene un punto por encima del límite superior del mapa de rango R. Claramente una de sus dimensiones de la parte 1 (tres dimensiones en un subgrupo) tiene problemas. Aunque otros subgrupos en el mapa R y el paralelismo razonable en el mapa Xbar muestran que generalmente hace un buen trabajo, se debe determinar el motivo de esta medición aberrante.
El operador 5 tiene grandes extensiones de subgrupos en el mapa R, un paralelismo deficiente y un promedio incorrecto para las cuatro partes en el mapa Xbar. Di lo que quieras sobre él, claramente no sabe cómo usar un banco de pruebas manual. Si bien es posible que sea necesario volver a capacitar a los operadores 3 y 4 cuando usan el soporte de medición, el operador 5 debe ser reasignado hasta que pueda aprender a usar el dispositivo y pueda demostrar un nivel de competencia comparable al mostrado por otros operadores.
Por supuesto, el primer paso es lograr que los operadores midan las cosas de la misma manera y convencerlos de que no lo hacen actualmente. Es probable que los Operadores 3, 4 y 5 piensen que están midiendo estas piezas de la misma manera que los Operadores 1, 2 y 6. Mostrarles la Figura 5 es el primer paso para convencerlos de que ese no es el caso.
Así que, ¿qué hemos aprendido?
El estudio EMP comienza colocando los datos del estudio R&R en un gráfico de referencia XbarR de medias y rangos de subgrupos. Gracias a esto, podemos hacer varias estimaciones cualitativas antes incluso de empezar a hacer cálculos concretos:
- El mapa R de rangos de subgrupos nos permitirá determinar si el error de prueba y repetición es consistente a lo largo del estudio y también para juzgar si es consistente de un operador a otro. Cuando el error test-retest no es consistente, necesitaremos averiguar por qué.
- Un gráfico de barras X de promedios de subgrupos nos permitirá evaluar la utilidad relativa de un sistema de medición (idoneidad) al mostrar si el proceso de medición puede detectar variaciones del producto.
- El gráfico Xbarra de subgrupos promedio nos permitirá determinar el no paralelismo entre operadores. Dado que cualquier falta de paralelismo notable indicará un efecto de interacción entre los operadores y las piezas, alertará sobre graves inconsistencias en el proceso de medición.
- Un gráfico de barras X de subgrupos promedio le permitirá estimar la probabilidad de sesgos detectables de los operadores. Si existen tales síntomas, deben abordarse para aprovechar al máximo el proceso de medición.
Cuando cree un gráfico de control EMP, sabrá qué está sucediendo con sus datos. Podrás hacer preguntas interesantes y sabrás si existen problemas. Uno de los principios básicos del análisis de datos es comenzar siempre con una gráfica de los datos. Los cálculos existen para complementar los gráficos, pero nunca podrán reemplazarlos. Cuando depende únicamente de valores calculados, es probable que pierda muchos aspectos interesantes de sus datos.
El propósito del análisis es la comprensión, y el mejor análisis es el más simple que proporciona la comprensión necesaria. Además, es inútil descubrir algo si no puedes comunicar tu descubrimiento a los demás. La investigación de EMP utiliza el poder del método gráfico para ayudar tanto con el descubrimiento como con la comunicación.
En nuestro seminarios de formación Explicamos en términos simples la esencia de los métodos para evaluar sistemas de medición utilizando nuestro software .
En nuestro software “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” Puede aprovechar las siguientes funciones de evaluación del sistema de medición:
-
Estimación del error de un sistema de medición estable.
-
Comprobación del desplazamiento del sistema de medición detectado por la tarjeta de control Shewhart.
-
Determinación del incremento efectivo (incremento) del sistema de medición.
-
Evaluación del Proceso de Medición (EMP).