Análisis de sistemas de medida: error; inclinación; incremento efectivo; Evaluación del proceso de medición (EMP)
![Botón [Análisis del sistema de medición]](https://advanced-quality-tools.ru/images/buttons/Measurement_system-15.png)
Sistema de medición , es el resultado de la interacción del instrumento de medición utilizado, el método de medición, el entorno y el operador específico que realiza la medición.
El error de medición aleatorio ocurre debido a factores impredecibles y su magnitud y dirección pueden diferir de una medición a otra.
El error sistemático de medición (sesgo) es un error que ocurre cada vez que se realiza una medición y siempre está sesgado en la misma dirección.
"No se puede considerar, en ningún sentido lógico, que un sistema de medición mida algo en absoluto hasta que haya alcanzado un estado de control estadístico".
Estimación del error de un sistema de medición estable.
"No se pueden utilizar mediciones para confirmar que un producto cumple con una tolerancia hasta que la tolerancia especificada exceda 5 o 6 errores probables del sistema de medición (0,675 * σ sistema.de.medición )".
¿Cuándo necesita conocer y dar cuenta del error en sus sistemas de medición?
- Si mides algo para controlar tamaños y cálculos.
- Si tiene que clasificar productos en relación con los límites de tolerancia, tendrá que tener en cuenta la incertidumbre asociada con el error de su sistema de medición (σ sistema.de.medición ), al menos debido a la posibilidad de consecuencias financieras y jurídicas en caso de negativa justificada por parte de los consumidores a rechazar sus suministros.
“Error probable (0,675 * σ sistema.de.medición ) caracteriza la variación que sólo puede atribuirse al proceso de medición. Para obtener este valor, es necesario obtener algunos datos que puedan aislar el error de medición de otras fuentes de variación. Una forma sencilla de hacerlo es realizar mediciones paralelas en la misma muestra, utilizando los mismos métodos, con el mismo instrumento y con el mismo operador”.
Estimación del error del sistema de medida (σ sistema.de.medición ) usando un estándar
Cuando se tiene una evaluación de error estándar (de referencia) conocida y compensaciones (ver más abajo) El sistema de medición no es particularmente difícil. Para hacer esto, debe realizar al menos 25 mediciones repetidas (test-retest) del estándar y trazar los valores obtenidos en el gráfico de control XmR de valores individuales y rangos deslizantes. Si el gráfico de control demuestra un estado estadísticamente estable (estabilidad), el valor resultante de un sigma (σ) será el error de su sistema de medición. Obtenido en base a (σ sistema.de.medición ) del sistema de medición, el error probable del sistema de medición, igual a (0,675 * σ sistema.de.medición ) debe usarse para seleccionar incremento efectivo al registrar mediciones individuales obtenidas utilizando este sistema de medición y calcular tolerancias estrictas de producción . De lo contrario, si la tarjeta de control XmR demuestra un estado estadísticamente inestable, su sistema de medición se parece más a una "regla de goma" (D. Wheeler) y no se debe confiar en los valores obtenidos con ella. Encuentre razones especiales que causen que el sistema de medición se vuelva inestable y elimínelas; de lo contrario, deje de utilizar el sistema de medición.

Figura 1. Veinticinco valores de medición repetida (prueba-reprueba) de la referencia se trazan en un gráfico de referencia XmR de valores individuales y rangos móviles. El sistema de medición confirmó un estado estadísticamente estable.
Estimación del error del sistema de medida (σ sistema.de.medición ) sin estándar
Si no tiene un estándar, puede utilizar 25 mediciones repetidas de prueba y repetición de la misma muestra y trazarlas en un gráfico de control XmR de valores individuales y rangos móviles. Si la tarjeta de control XmR demuestra un estado estadísticamente estable de su sistema de medición, puede utilizar el promedio de todas las pruebas test-retest como el "mejor valor" de la muestra que se está midiendo, y el sigma de dicho proceso como el error del sistema de medida. pero para medir compensaciones (ver más abajo) El sistema de medición requerirá equipos de medición más precisos, si es posible, para realizar 25 mediciones repetidas de prueba y repetición de su muestra, y si los datos obtenidos demuestran un estado estadísticamente estable, el valor promedio resultante de dichas mediciones se puede tomar como valor de referencia. y el sesgo se puede estimar a partir de él.
Estimación del error del sistema de medida (σ sistema.de.medición ) para ensayos destructivos.
En este caso, tendrá que utilizar el gráfico de control XbarR de medias y rangos de subgrupos para medir pares de muestras que sean lo más similares posible entre sí, combinando las mediciones de dichas muestras en un subgrupo (n=2). El valor Sigma (σ) calculado de los valores individuales (no el Sigma de los promedios de los subgrupos) demostrará el error de su sistema de medición al medir muestras individuales del flujo de productos. En nuestro software, al construir un gráfico XbarR de los promedios y rangos de subgrupos, la sigma calculada de los valores individuales se muestra debajo de los gráficos del gráfico de control.
"En el caso de pruebas destructivas, cuando es imposible homogeneizar las muestras de antemano, es necesario seleccionar pares de muestras lo más similares posible entre sí, probar estos pares y evaluar las diferencias entre dichas mediciones pareadas".
En la Figura (2) a continuación, mostramos un ejemplo de construcción de un gráfico de media XbarR para determinar la estabilidad y el error de un sistema de medición (MS) para pruebas destructivas. Además, el gráfico de control promedio Xbarra demuestra la utilidad relativa del sistema de medición para evaluar el proceso del cual se toman muestras pareadas, al menos durante un período de tiempo igual a aquel durante el cual se tomaron las muestras de prueba destructivas. Los límites de control en el gráfico Xbarra muestran la cantidad de variación que sólo puede atribuirse a un error de medición. Para obtener una explicación de esto último, consulte el artículo de Donald Wheeler: Evaluación del Proceso de Medición (EMP).

Figura 2. Cuarenta valores de mediciones destructivas de muestras se combinan en 20 subgrupos de tamaño n=2 para localizar el error de medición entre dos muestras similares. El sistema de medición confirmó la estabilidad del error en el mapa R de los rangos de los subgrupos y al mismo tiempo demostró la insuficiencia de este sistema de medición para rastrear las variaciones en el proceso del cual se tomaron muestras para pruebas destructivas (solo 3 puntos de 20 estaban por encima del límites de control en el mapa Xbar). En este caso, cuantos más puntos en este mapa X de promedios de subgrupos queden fuera de los límites de control, mejor será el sistema de medición.
Comprobación del desplazamiento del sistema de medición detectado por la tarjeta de control Shewhart
La función de comprobar el desplazamiento detectado por la tarjeta de control del sistema de medición, que se encuentra en un estado controlado estadísticamente, informa cuando realmente vale la pena pensar en ajustarlo. Y la metodología para detectar el desplazamiento del sistema de medición es definición operacional este desplazamiento.
Pero si tiene que clasificar productos según los límites de tolerancia de pasa/falla usando un sistema de medición sesgado, y en el mundo real no existen sistemas completamente imparciales, puede usar la función de trabajar con Tolerancias reducidas y desplazadas en la producción. obtener una tolerancia de compensación compensadora para el valor de compensación del sistema de medición en un estado estadísticamente estable.
No olvide coordinar las compensaciones y errores de los sistemas de medición de su empresa, que se utilizan para realizar la inspección y verificación de entrada de los productos enviados, con estas propiedades de los sistemas de medición de sus proveedores y consumidores. Nuevamente, estos parámetros sólo tienen sentido para sistemas de medición que se encuentran en un estado controlado estadísticamente (estado estable).
El sesgo de un sistema de medición se define como la diferencia entre el valor promedio [CL(x)] de 25-30 mediciones test-retest del mismo estándar (estándar) y el valor de este estándar, siempre que el sistema de medición que se evalúa es estadísticamente robusto.
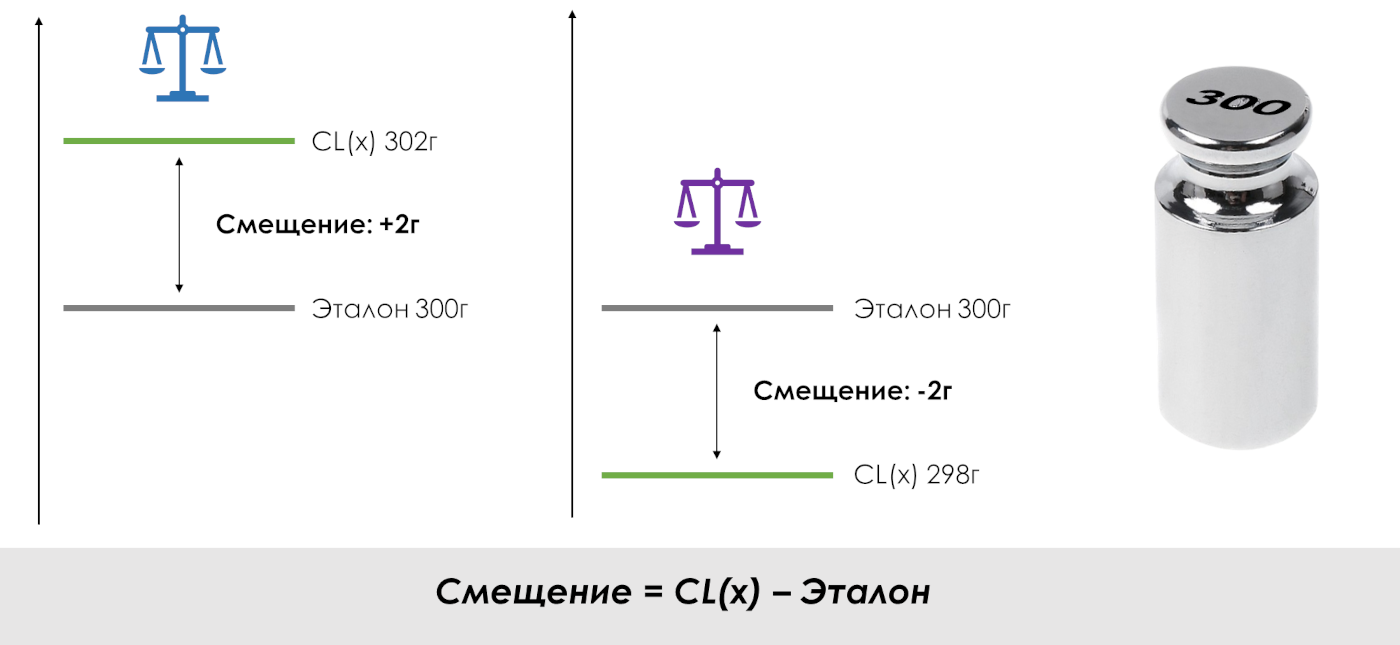
Arroz. 3. ¿Cuál es el desplazamiento del sistema de medición?
A continuación se muestran capturas de pantalla de la pantalla que utiliza la función del software para determinar la compensación del sistema de medición detectado por la tarjeta de control Shewhart.

Figura 4. Botón para ir al panel de control de evaluación del sistema de medición (MS). Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".

Figura 5. Panel de control de funciones de evaluación del sistema de medición. Se resalta el botón para ir al panel de control para estimar el desplazamiento del sistema de medición (MS). Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".
“Una forma sencilla de comprobar gráficamente la importancia de un desplazamiento del sistema de medición es mover la línea central y los límites de control del gráfico XmR de valores individuales de modo que la línea central esté en el valor del estándar (referencia) utilizado en Pruebas test-retest (múltiples mediciones del mismo y del mismo estándar). Si cambiar la Línea Central (CL) y los Límites de Control (UNPL, LNPL) en relación con una serie de datos no da como resultado señales (puntos rojos) fuera de estos límites y cualquier serie larga por encima o por debajo de la línea central, o cualquier otra señal, entonces no hay ninguna compensación detectable en el sistema de medición”.

Figura 6. Panel de control para estimación de desplazamiento del sistema de medición. Se construyó un gráfico XmR de control de valores individuales basado en los datos de prueba test-retest del sistema de medición. Se resalta el botón para comenzar a evaluar la detectabilidad del desplazamiento del sistema de medición (MS) y se completa el campo [Valor del estándar utilizado]. Software "Shewhart control charts PRO-Analyst +AI (para Windows, Mac, Linux)".

Figura 7. Panel de control para estimación de desplazamiento del sistema de medición. El resultado de detectar el desplazamiento del sistema de medición es que se detecta el desplazamiento. Software Shewhart gráficos de control PRO-Analyst +AI.
En la Figura 7 (arriba), la verificación detectó un desplazamiento significativo del sistema de medición en forma de señales (puntos rojos) después de que la línea central se desplazó al valor del estándar medido y los límites de control se desplazaron paralelos a la línea central. . El gráfico de la serie de datos se mantiene.
A continuación se muestra otro caso en el que el gráfico de control no detectó ninguna desalineación significativa del Sistema de Medición.

Figura 8. Panel de control para estimación de desplazamiento del sistema de medición. Cuadro de control inicial antes de una prueba de detección de offset del sistema de medición para otro sistema de medición. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".

Figura 9. Panel de control para estimación de desplazamiento del sistema de medición. El resultado de detectar un desplazamiento del sistema de medición es que no se detectó ningún desplazamiento. Software Shewhart gráficos de control PRO-Analyst +AI.
Cada operador de máquina que mide una pieza durante su fabricación forma parte de su propio sistema de medición, que tiene su propia incertidumbre (error), sesgo y que puede estar en un estado estadísticamente controlado (estable) o no controlado (impredecible). El sistema de medición de los controladores es otro sistema de medición con su propio error, sesgo y estado estadístico. Cuando el operador envía su producto para inspección, determina su cumplimiento de las tolerancias a través de su sistema de medición único, y el inspector lleva a cabo dicha verificación a través de su sistema de medición. El personal de fabricación puede dar muchos ejemplos en los que esto genera desacuerdos, cuando el operador puede determinar que la misma dimensión de control, que se encuentra dentro de las zonas dentro de los límites de tolerancia, está dentro de la tolerancia y el inspector como fuera de tolerancia.
La estabilidad de los sistemas de medición y su coherencia deben evaluarse antes de monitorear cualquier proceso de producción.
Determinación del incremento efectivo (incremento) del sistema de medición.
“El paso efectivo de registrar los valores de medición (incremento mínimo, incremento) está en el rango de valores de 0,2 a 2 errores probables (error probable) del sistema de medición. El error probable del sistema de medición, a su vez, se define como (0,675 * σ sistema.de.medición ) sistema de medición estable. De lo contrario, cuando utilizamos un paso de medición de menos de 0,2 errores probables, registraremos ruido, y cuando grabamos con un paso de más de dos errores probables, perderemos información importante para el análisis y recibiremos unidades de medida inadecuadas”.

Figura 10. Se resalta el botón para ir al panel de determinación del incremento efectivo del sistema de medición. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".
En la Figura (11) a continuación, el campo [σ] sigma del sistema de medición estable se completa de forma predeterminada con el valor [σ] de la función de compensación del sistema de medición descrita anteriormente y el usuario puede ingresarlo. El campo [[σ * 0,675] probable error IS] se calcula automáticamente al hacer clic en el botón [Recalcular].

Figura 11. Panel para determinar el incremento efectivo del sistema de medición. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".
El usuario debe seleccionar valores convenientes para el incremento de medición efectivo en el campo de esta área, después de lo cual el gráfico mostrará la etiqueta [morada] más larga para ese valor. La conveniencia del valor de incremento efectivo está determinada por la simplicidad de redondear los valores de los parámetros controlados medidos con este sistema de medición.
Tenga en cuenta que el valor ingresado para el incremento efectivo seleccionado por el usuario debe estar dentro del rango de valores entre las marcas [rojas] de los límites superior e inferior del incremento de medición efectivo y lo más cerca posible de la marca [verde]. del error probable (error probable) del sistema de medición.
Después de que el usuario ingresa el valor seleccionado del incremento efectivo del sistema de medición y hace clic en el botón [Recalcular], el valor seleccionado se muestra en el gráfico con una marca [lila] y el eje [Escala de incremento IC] se mostrará automáticamente. escalado si es necesario para una mejor visualización.
![El usuario seleccionó el valor del incremento efectivo del sistema de medición [0,5]. Gráficos de control de Shewhart PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-10.png)
Figura 12. El usuario seleccionó el valor del incremento efectivo del sistema de medición [0,5]. Panel para determinar el incremento efectivo del sistema de medición. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".
![El usuario seleccionó el valor del incremento efectivo del sistema de medición [1.0]. Gráficos de control de Shewhart PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-11.png)
Figura 13. El usuario seleccionó el valor del incremento efectivo del sistema de medición [1,0]. Panel para determinar el incremento efectivo del sistema de medición. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)".
Cuanto más se acerque el incremento del sistema de medición seleccionado por el analista en el rango especificado por D. Wheeler al valor del error probable (error probable), mayor será su eficiencia. Una limitación natural en este proceso es la facilidad para registrar los valores de medición. Entonces, de las dos figuras 12 y 13, el mejor valor del incremento del sistema de medición se muestra en la figura 12, igual a [0,5].
El incremento efectivo seleccionado (de acuerdo con la regla especificada) debe usarse al determinar la precisión de los valores de registro obtenidos utilizando el sistema de medición analizado, como su incremento.
El resultado de elegir un incremento efectivo puede ser guardado por el usuario en forma gráfica (vectorial y ráster) en alta resolución, ver más abajo.

Figura 14. Se ha agregado el botón para ir al panel de control para guardar el gráfico actual en formato gráfico (ráster o vectorial).

Figura 15. El panel de control para guardar el gráfico actual en formato gráfico está abierto. Ver descripción detallada Funciones para exportar gráficos en formatos vectoriales y rasterizados. .
Si su equipo está interesado en mejorar la calidad de su producción, asegúrese de revisar los registros. unidades de medida para la adecuación con fines de mejora utilizando gráficos de control de Shewhart incluso antes del inicio de las pruebas de los productos fabricados.
Evaluación del Proceso de Medición (EMP). Paralelismo, posición, coherencia.
El propósito de esta función especial de agrupación de datos se describe en detalle en el artículo de Donald Wheeler: Evaluación del Proceso de Medición (EMP).

Figura 16. Se resalta el botón para ir al panel de control Evaluación del proceso de medición (EMP).
Después de construir una tarjeta de control XbarR para el análisis de un proceso de medición (EMP), se muestran grupos de botones interactivos (paralelismo, posición, consistencia) en el área entre los gráficos si el número de operadores en una tarjeta de control no supera los seis. Al hacer clic con el botón izquierdo del ratón cambian su estado.
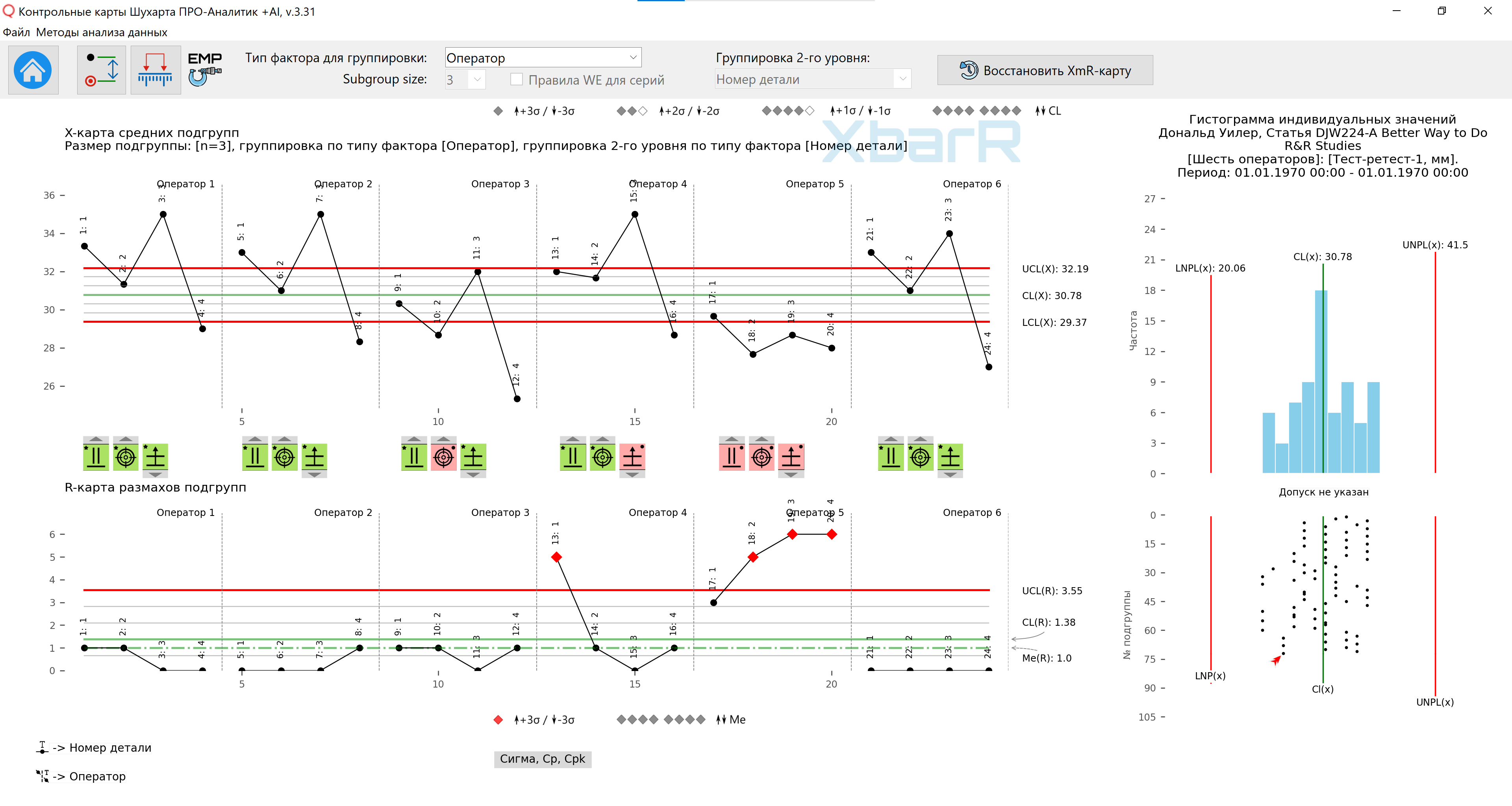
Figura 17. Agrupación de datos en subgrupos racionales para Evaluar el Proceso de Medición (EMP) para seis operadores.

Figura 18. Agrupación de datos en subgrupos racionales para Evaluar el Proceso de Medición (EMP) para cuatro operadores.