Histograma de distribución de valores individuales, límites de control, tolerancia de estrechamiento del cliente y de producción y diagrama de dispersión (estratificación de datos), bolsillos de histograma.

El gráfico de histograma muestra las distribuciones de valores individuales, tanto para gráficos XmR de control de valores individuales como para gráficos XbarR de subgrupos de promedio y rango con límites de control de proceso UNPL(x), CL(x), LNPL(x) y límites de tolerancia establecidos (especificaciones).
![Botón [Actualización automática de gráficos con gráficos de control de Shewhart]](https://advanced-quality-tools.ru/images/buttons/sqlite_autoplay.png)
Esta función se incluye en la lista de parámetros guardados en las propiedades del gráfico cuando se guarda en la lista para actualizaciones automáticas de gráficos con un tiempo de espera seleccionado o para abrirlos rápidamente con datos actualizados.
El histograma de la distribución de valores individuales se complementa con un diagrama de puntos, que revela información sobre el proceso oculto por el histograma. Puede obtener más información sobre los beneficios de dicha visualización de datos en la solución abierta: ¿Es suficiente el análisis de los histogramas de distribución? Comience por construir gráficos de control de Shewhart .

Figura 1. Se muestra información sobre herramientas cuando pasa el mouse sobre el botón para ir al panel de control para conocer las tolerancias y objetivos del proceso en los gráficos. Software "Gráficos de control Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)". flecha roja ♠ en un diagrama de dispersión indica el último punto de la serie temporal.

Figura 2. Panel de control de acceso de clientes (objetivos del proceso). Se muestra información sobre herramientas cuando pasa el mouse sobre el nombre abreviado [IOP (USL)]. Software Shewhart gráficos de control PRO-Analyst +AI.
Leyenda: UNPL(x) - Límite superior del proceso natural / Límite superior del proceso natural; CL(x) - Línea Central / Línea Central (promedio del proceso); LNPL(x) - Límite inferior del proceso natural / Límite inferior del proceso natural; LSL(x) - Límite de especificación inferior; NSL(x) - Línea de especificación nominal; USL(x) - Límite superior de especificación; UCL(mR) - Límite de control superior (mR) / Límite de control superior de rangos móviles CL(mR) - Línea central (mR) / Línea central de rangos móviles (mR promedio); Me(mR) - Línea mediana(mR) / Línea de la mediana de rangos móviles
Límites del campo de tolerancia del cliente (regular)
La función Límites de tolerancia del cliente, que se muestra como líneas de puntos en el histograma y los diagramas de dispersión, le permite demostrar cualquier condición de tolerancia u objetivo del proceso:
- No instalado.
- Instalado (simétrico - nominal en el centro del campo de tolerancia).
- Instalado (asimétrico: el valor nominal se desplaza desde el centro del campo de tolerancia).
- Establecer (unilateral: solo límites de tolerancia superior o inferior).
- Se establece el objetivo del proceso: solo el promedio objetivo (nominal).
- Establecido (unilateral: solo el límite de tolerancia superior o inferior con el valor establecido) es un caso raro.

Figura 3. Tolerancia no especificada. Software Shewhart gráficos de control PRO-Analyst + AI.

Figura 4. Conjunto de tolerancia (simétrico - nominal en el centro del campo de tolerancia).

Figura 5. La tolerancia está establecida (asimétrica: el valor se desplaza desde el centro del campo de tolerancia).

Figura 6. Conjunto de tolerancia (unilateral, solo límite de tolerancia inferior).

Figura 7. Conjunto de tolerancia (unilateral, solo límite de tolerancia superior).

Figura 8. Se establece el objetivo del proceso: solo el promedio objetivo (nominal). Opción de establecer un plan o norma.

Figura 9. Se ha establecido el objetivo del proceso: el promedio objetivo (nominal) y el límite de tolerancia inferior (caso raro).

Figura 10. Se ha establecido el objetivo del proceso: el promedio objetivo (nominal) y el límite de tolerancia superior (caso raro).
Límites del campo de tolerancia de producción (tolerancias de aceptación, estrechadas y desplazadas), teniendo en cuenta el error y el desplazamiento del sistema de medición.
Una característica única exigida por los profesionales de la calidad que no está disponible en ningún proveedor de software de gestión de calidad.
Si tiene que clasificar productos antes de enviarlos según los límites de tolerancia del cliente, debe tener en cuenta la incertidumbre introducida por el error y el sesgo en su sistema de medición para productos límite en los límites inferior y superior de esa tolerancia.
Entonces, si su sistema de medición se encuentra en un estado estadísticamente estable (evaluado utilizando una tarjeta XmR de 25 a 30 mediciones test-retest del mismo estándar (referencia)), entonces el gráfico muestra un histograma de valores individuales en lugar de los límites. y la tolerancia nominal del cliente (USL( x), NSL(x) LSL(x)), se pueden mostrar los límites de la tolerancia de producción (aceptación, estrecha), obtenidos teniendo en cuenta el error y el sesgo del sistema de medición para el usuario. Probabilidades mínimas seleccionadas (85%, 96%, 99% y 99,9%) de cumplimiento de la tolerancia del cliente de los productos clasificados para su envío. Esta función se utiliza al dividir productos en buenos y malos, teniendo en cuenta la correspondiente reducción de los límites establecidos de tolerancia del cliente de uno a cuatro errores probables (error probable) del sistema de medición (sistema de medición de 0,675 σ) en cada lado y un desplazamiento del campo de tolerancia de aceptación por la cantidad de compensación de los sistemas del sistema de medición.

Arroz. 11. Se muestra información sobre herramientas al pasar el mouse sobre el botón [Establecer tolerancia restringida de producción] para ir al panel de control de tolerancia de compensación y restricción de producción. El histograma de distribución y el diagrama de dispersión muestran la tolerancia del cliente (LSL, NSL, USL), antes de aplicar el campo de tolerancia de fabricación reducido y desplazado.
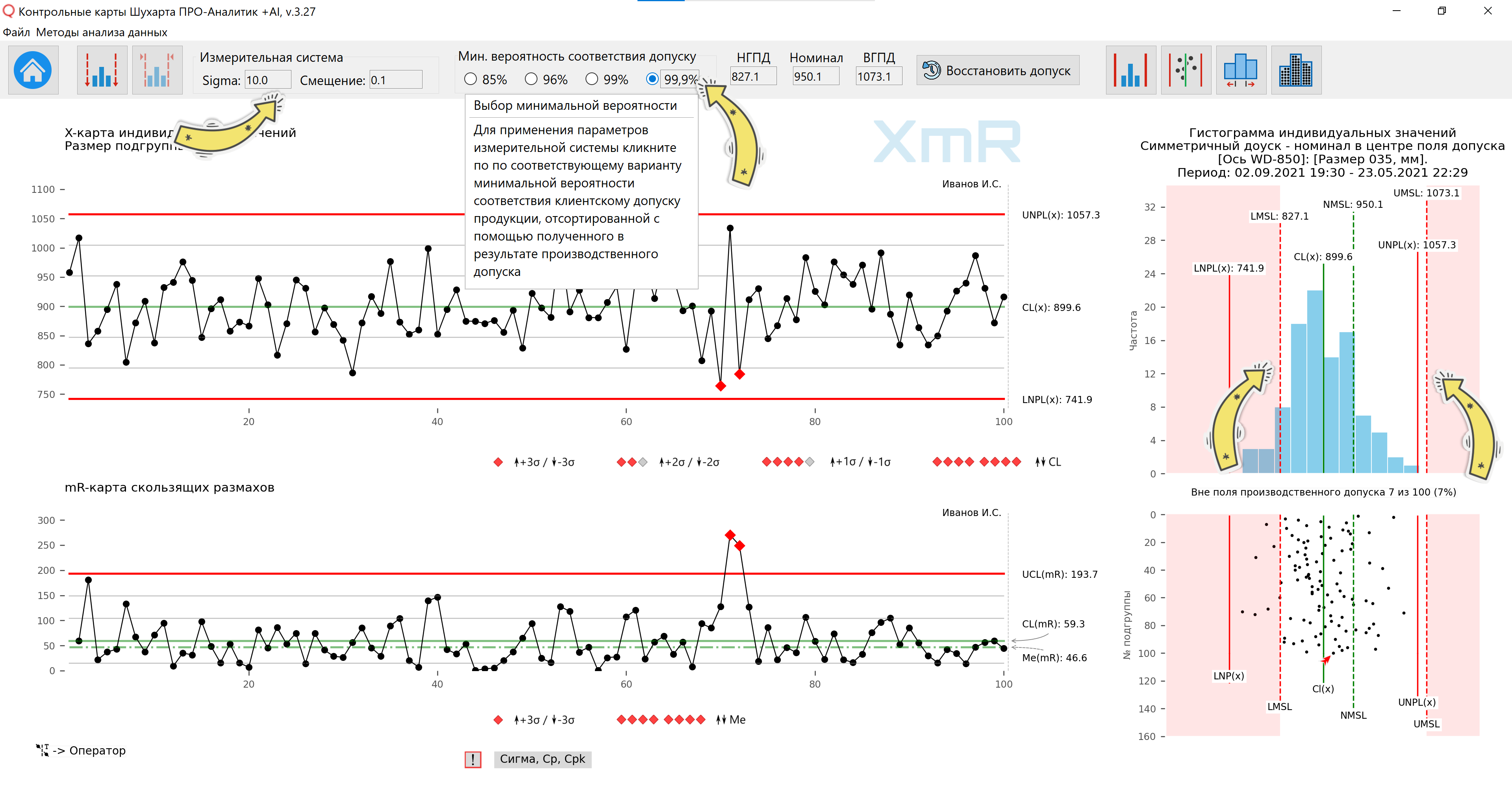
Arroz. 12. El histograma de distribución y el diagrama de dispersión muestran un campo de tolerancia de producción reducido y desplazado, teniendo en cuenta el error (σ) y el sesgo del sistema de medición. Se seleccionó la probabilidad mínima (99,9%) de cumplimiento de la tolerancia del cliente de las piezas rechazadas con respecto a la tolerancia estrecha de producción de las piezas (reduciéndose en cada lado en 4 (cuatro) errores probables del sistema de medición). Se muestra información sobre herramientas cuando pasa el mouse sobre el valor de probabilidad mínima.
Leyenda de la figura: LMSL - Límite inferior de especificación de fabricación / Límite inferior de tolerancia de producción; NMSL - Línea de especificación de fabricación nominal / Línea de campo de tolerancia de fabricación nominal; UMSL: límite superior de especificación de fabricación
[σ] IS: error del sistema de medición (MS), que se encuentra en un estado controlado estadísticamente. Evaluar el error de un sistema de medición tiene significado práctico sólo si los gráficos XmR construidos de valores individuales y rangos móviles de 25 a 30 mediciones de "prueba-reprueba" del mismo estándar (referencia) demuestran un estado estadísticamente estable.
Para completar el campo [IC Offset], consulte la regla para determinar el offset del sistema de medición en la descripción de la función del software: Comprobación del desplazamiento del sistema de medición detectado por la tarjeta de control Shewhart .
El usuario puede aplicar en el cálculo de la producción opciones de tolerancia restringida para las probabilidades mínimas (85%, 96%, 99% y 99,9%) de cumplimiento de la tolerancia del cliente de los productos clasificados para envío haciendo clic en el botón de opción correspondiente, después en el que se completarán los valores de los campos de borde con el valor nominal en los campos de tolerancia de producción reducidos y desplazados y se mostrarán los límites de tolerancia de producción en un histograma y un diagrama de puntos.
Para obtener más detalles sobre la necesidad de clasificar los productos en defectuosos y no defectuosos con respecto a las tolerancias de producción, que son campos de tolerancias normales (del cliente) reducidos teniendo en cuenta el error del sistema de medición, consulte el artículo de Donald Wheeler: ¿Cumple realmente el producto según las especificaciones?
Límites de control y línea central del proceso en histograma y diagrama de dispersión
![Botón [Muestra límites de control calculados y modificados en histogramas y diagramas de dispersión]](https://advanced-quality-tools.ru/images/buttons/controlline_hist.png)
El software le permite habilitar/deshabilitar los límites de control y la línea central del proceso UNPL(x), CL(x), LNPL(x) para valores individuales en el histograma y el diagrama de dispersión tanto para la ventana del gráfico XmR de valores individuales y rangos móviles, y para la ventana con gráfico XbarR de promedios y rangos de subgrupos.
Si los datos no pueden tener valores negativos, como lo especifica el usuario en los datos de origen o al construir el gráfico de control, el límite de control inferior con un valor negativo no se muestra (el proceso tiene una distribución sesgada).

Figura 13. Se muestra información sobre herramientas cuando pasa el cursor sobre el botón para ir a los límites de control de procesos del panel de control (activar/desactivar) en el histograma.

Figura 14. El panel de control para habilitar/deshabilitar los límites de control de procesos en el histograma está abierto. Se incluyen límites de control de procesos.

Figura 15. El panel de control para habilitar/deshabilitar los límites de control de procesos en el histograma está abierto. Los límites de control de procesos en el histograma están deshabilitados.

Figura 16. Se muestra información sobre herramientas cuando pasa el mouse sobre el botón para ir al panel de control y mostrar los límites de control del proceso en un diagrama de dispersión. Los límites de control de procesos en el histograma están deshabilitados.

Figura 17. El panel de control para habilitar/deshabilitar los límites de control de procesos en un diagrama de dispersión está abierto. Los límites de control del proceso del gráfico de dispersión están deshabilitados.
Establecer un tamaño de bolsillo de histograma personalizado
Una función indispensable al construir un gráfico de control XmR para valores discretos (recuentos), cuando es útil utilizar un tamaño de bolsillo igual a un número entero, por ejemplo, igual a 1 (uno). La función se llama haciendo clic en el botón [Establecer tamaño de bolsillo del histograma]. Al actualizar los gráficos de control, se conserva el tamaño de bolsillo definido por el usuario, al igual que otros ajustes preestablecidos de informes. Al construir gráficos de control desde "0" o basándose en consultas a datos externos, se establece el tamaño calculado del bolsillo del histograma.
![Botón [Establecer bolsillo de histograma personalizado]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-17.png)
Figura 18. Información sobre herramientas al pasar el cursor sobre el botón para ir al panel de control del bolsillo de histograma personalizado.

Figura 19. Panel de control para configurar un bolsillo de histograma personalizado. Establezca el tamaño de bolsillo del histograma personalizado en 1 (uno) para el histograma de distribución de valores discretos (recuentos).

Figura 20. Panel de control para configurar un bolsillo de histograma personalizado. El tamaño de bolsillo del histograma personalizado se establece en 2 (unidades) para demostrar cómo cambia la forma del histograma de distribución según el tamaño del bolsillo.
Para cambiar el tamaño de los bolsillos del histograma sin hacer referencia a valores discretos, puede utilizar la función escala de histograma , cambiando el número de bolsillos a tu discreción.
Demostración de cómo formar barras de histograma a partir de valores individuales.
Con esta función auxiliar, el usuario puede comprender visualmente y demostrarle a su equipo cómo se forman las barras de histograma a partir de puntos de datos individuales (valores individuales). Para una mejor comprensión por parte de los usuarios de las herramientas gráficas de nuestro software, puede utilizar el modo dinámico para demostrar la acumulación de columnas de histograma usando funciones del simulador . La demostración dinámica (Figura 21) se implementa de manera similar a tablero de galton .
![Botón [Establecer bolsillo de histograma personalizado]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-19.png)
Figura 21. Se muestra información sobre herramientas cuando pasa el mouse sobre el botón para ir al panel de control y demostrar la formación de columnas de histograma.
![Botón [Establecer bolsillo de histograma personalizado]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-20.png)
Figura 22. El panel para una demostración estática de la formación de columnas de histograma está abierto.
![Botón [Establecer bolsillo de histograma personalizado]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-21.png)
Figura 23. Demostración dinámica de la formación de histograma utilizando funciones del simulador . El gráfico del histograma permanece en modo de demostración.
Vídeo 1. Demostración dinámica de la formación de histogramas utilizando funciones del simulador .
Video 2: Histograma de distribución de valores individuales, límites de control, tolerancia de estrechamiento del cliente y de producción y diagrama de dispersión (estratificación de datos), bolsillos de histograma y demostración de cómo formar un histograma a partir de valores individuales.
Límite de valor máximo posible
Puede ingresar en la hoja de información adicional el valor mínimo posible, por ejemplo, [0] y el valor máximo posible [MaxPVL(x) - Línea de valor máximo posible], por ejemplo, 100 para el indicador de corte de agua de aceite. Esto es útil cuando el proceso no tiene un límite de control superior debido a limitaciones en la naturaleza de la métrica que se analiza.
![Botón [Establecer bolsillo de histograma personalizado]](https://advanced-quality-tools.ru/images/articles/scc-python-maximum_possible_value.png)
Figura 24. Línea del valor máximo posible para el corte de agua del petróleo producido.