¿El producto que cumple con las especificaciones (aprobación) realmente cumple con las especificaciones? ¿Los productos defectuosos son realmente defectuosos?
Artículo elaborado por: Director Científico del Centro AQT
Serguéi P. Grigoriev
utilizando materiales que Donald Wheeler amablemente le proporcionó:
[19] ¿De dónde provienen las especificaciones de fabricación? (¿De dónde provienen las especificaciones de fabricación?)
[20] ¿Es esta parte de la tolerancia? (¿Está la pieza según las especificaciones?)
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
"Durante los últimos 20 años, se ha puesto de moda condenar los procesos de medición que no son perfectos. Sin embargo, la realidad es que siempre debemos utilizar datos imperfectos. Dada esta realidad, ¿cómo podemos saber si el objeto que se está midiendo está dentro especificaciones (tolerancias)? En otras palabras, ¿cómo podemos corregir el error? sistemas de medida al describir un producto con respecto a los campos de tolerancia?
Producción
Pérdidas por la presencia de valores límite.
Los productos en valores límite, debido al inevitable error del sistema de medición, siempre tendrán incertidumbre sobre si el producto es realmente defectuoso o no. Tenga en cuenta que la cantidad de productos con valores límite aumentará con el deterioro del centrado del proceso en relación con los límites de tolerancia (Fig. 1 y Fig. 2) y disminuirá al disminuir el ancho de la distribución del parámetro controlado (Fig. 3). Esto es especialmente importante si tiene que clasificar los productos como aceptables o no aptos dentro de sus límites de tolerancia o especificaciones antes de enviarlos al cliente.
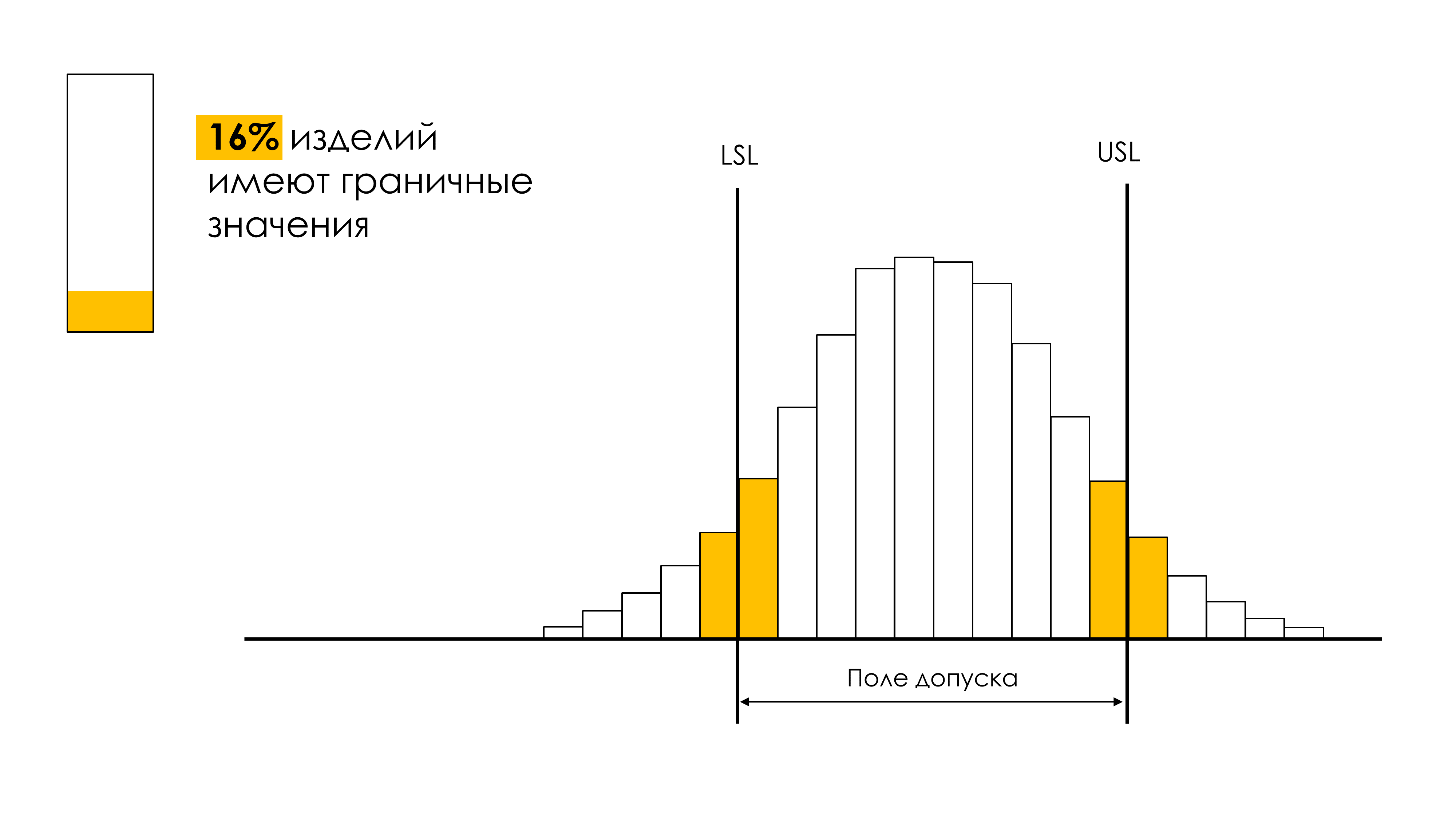
Figura 1. Productos límite (productos en los límites de la zona de tolerancia) de un proceso que opera más allá de la zona de tolerancia - 1.
Leyenda: LSL y USL: límites de tolerancia superior e inferior (especificaciones). El proceso está bien centrado en el campo de tolerancia.
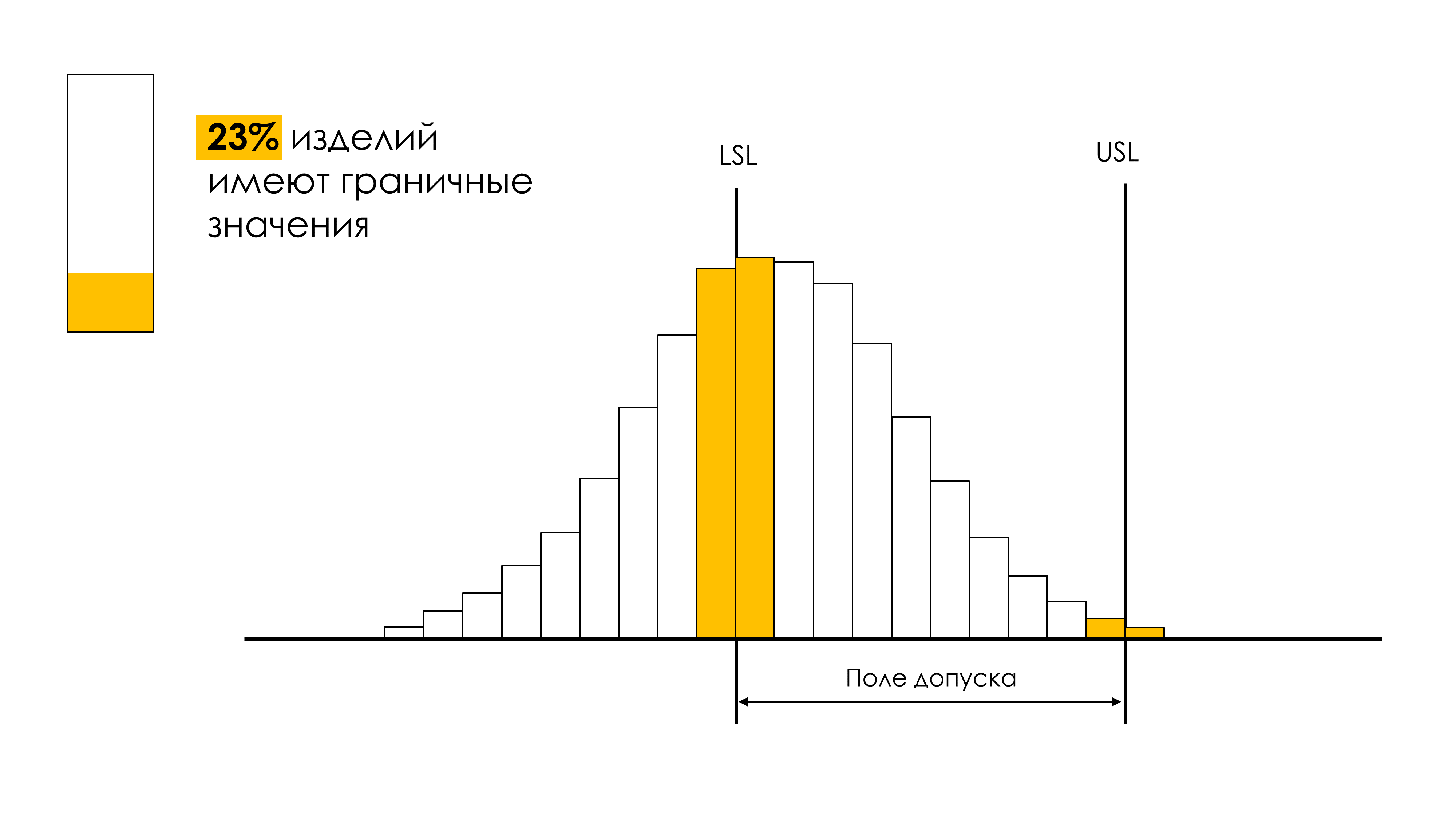
Figura 2. Productos límite (productos en los límites de la zona de tolerancia) de un proceso que opera más allá de la zona de tolerancia - 2.
Leyenda: LSL y USL: límites de tolerancia superior e inferior (especificaciones). El proceso está mal centrado en el campo de tolerancia.
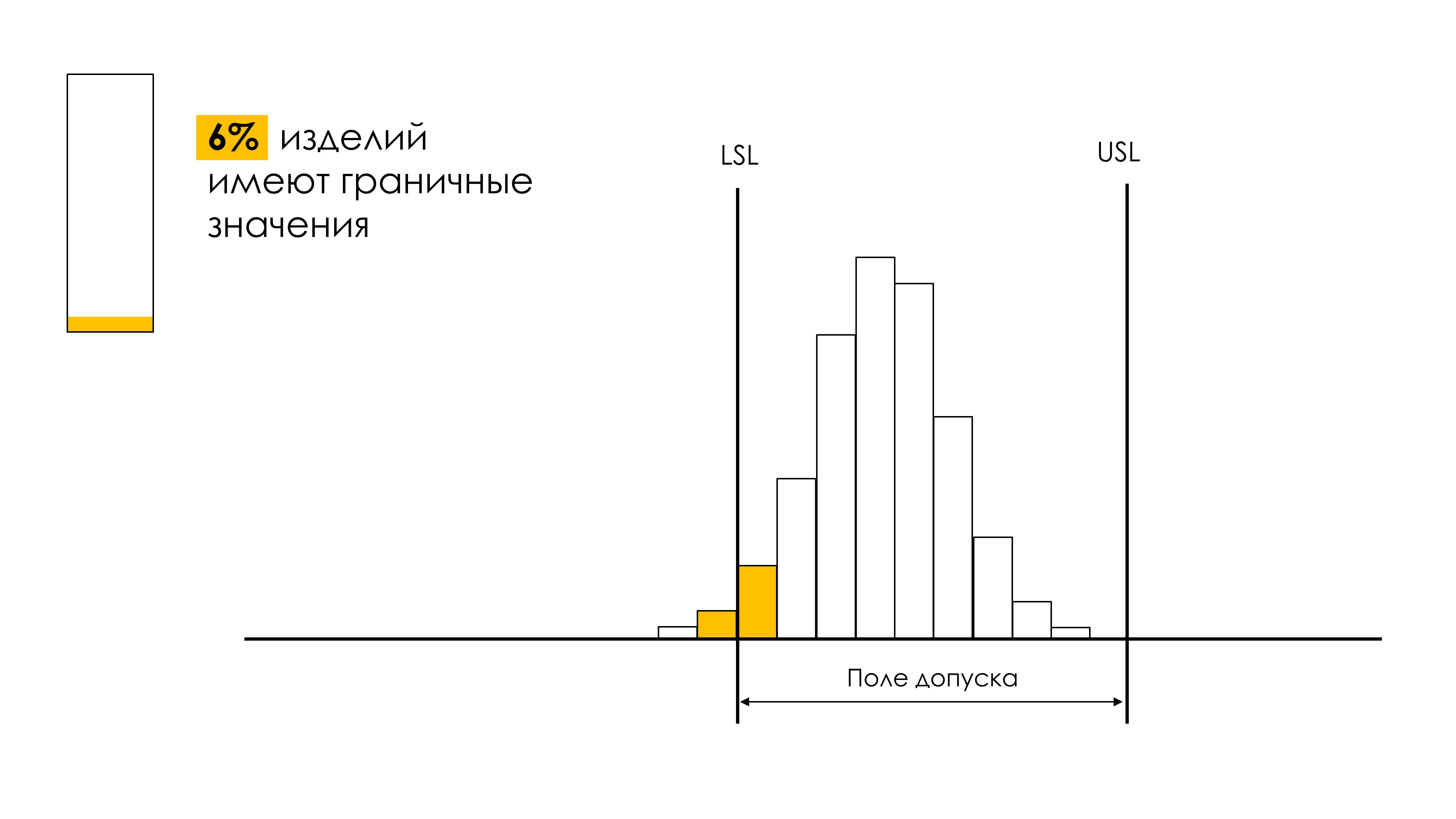
Figura 3. Productos límite (productos en los límites del campo de tolerancia) de un proceso compensado con respecto al centro del campo de tolerancia.
Leyenda: LSL y USL: límites de tolerancia superior e inferior (especificaciones). El proceso funciona de manera mucho más estrecha que en la Fig. 1, con cierto desplazamiento desde la posición centrada.
Donald Wheeler en su artículo [20] “¿Está la pieza en especificaciones?” (¿La pieza está en especificaciones?) recomienda hacer dicha división en productos buenos y malos a lo largo de los límites comprimidos del campo de tolerancia (campo de rechazo). Por lo tanto, si necesita estar seguro de que el producto que envía cumple al menos el 85%, 96%, 99% o 99,9% de las especificaciones, tendrá que reducir los límites de tolerancia del comprador en la cantidad apropiada de error probable en su sistema de medición, obteniendo así un rechazo de campo (ver Figuras 2-6 a continuación).
"Dada la compensación entre especificaciones más estrictas y mayores probabilidades, y dado que las probabilidades son mínimas, recomiendo utilizar especificaciones de producción del 96 por ciento en la mayoría de las situaciones".
Las pérdidas de una empresa cuyos procesos exceden los límites de tolerancia son fáciles de asumir. Será necesario decidir qué hacer con los productos rechazados. Estas pérdidas se complementan con el trabajo de los inspectores para un control del 100% a la hora de separar los productos entre los que cumplen las especificaciones y los que no. Los controladores seguramente tendrán que encontrar tiempo para ello y la empresa tendrá que pagar por este trabajo.
"La dependencia de la inspección es peligrosa y costosa".
La mejor solución es lograr el funcionamiento de los procesos dentro de límites tales que no sea necesaria la división en productos buenos y malos (ver Figura 9, a continuación).
"La única manera de evitar suministrar algún producto no conforme es, en primer lugar, evitar fabricar el producto no conforme".
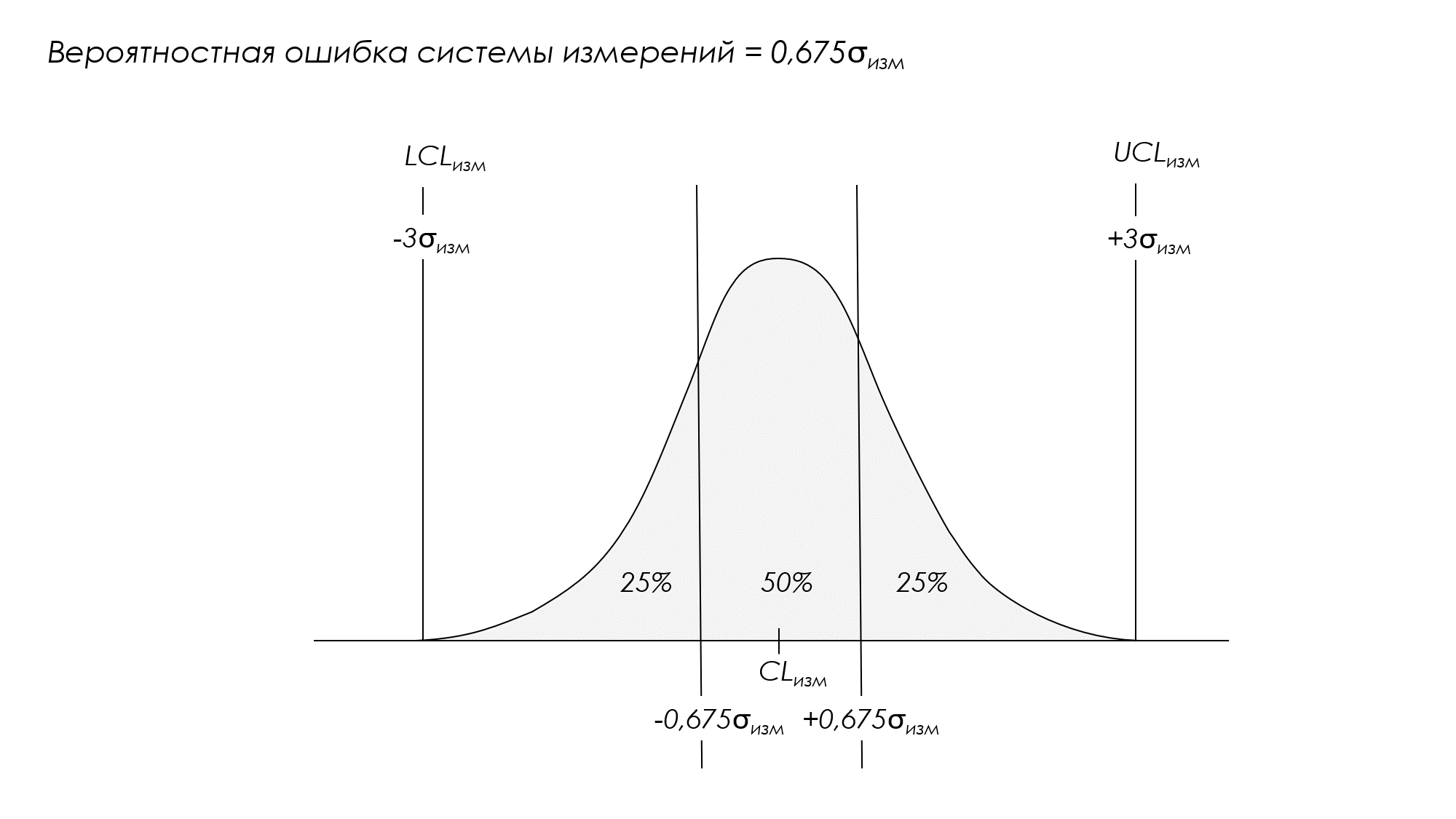
Figura 4. Error probable de un sistema de medición estable igual a 0.675σ
cambiar
Leyenda: LCL y UCL: límites inferior y superior del proceso de mediciones múltiples de un estándar; CL es el promedio del sistema de medición imparcial, que debe corresponder al estándar.
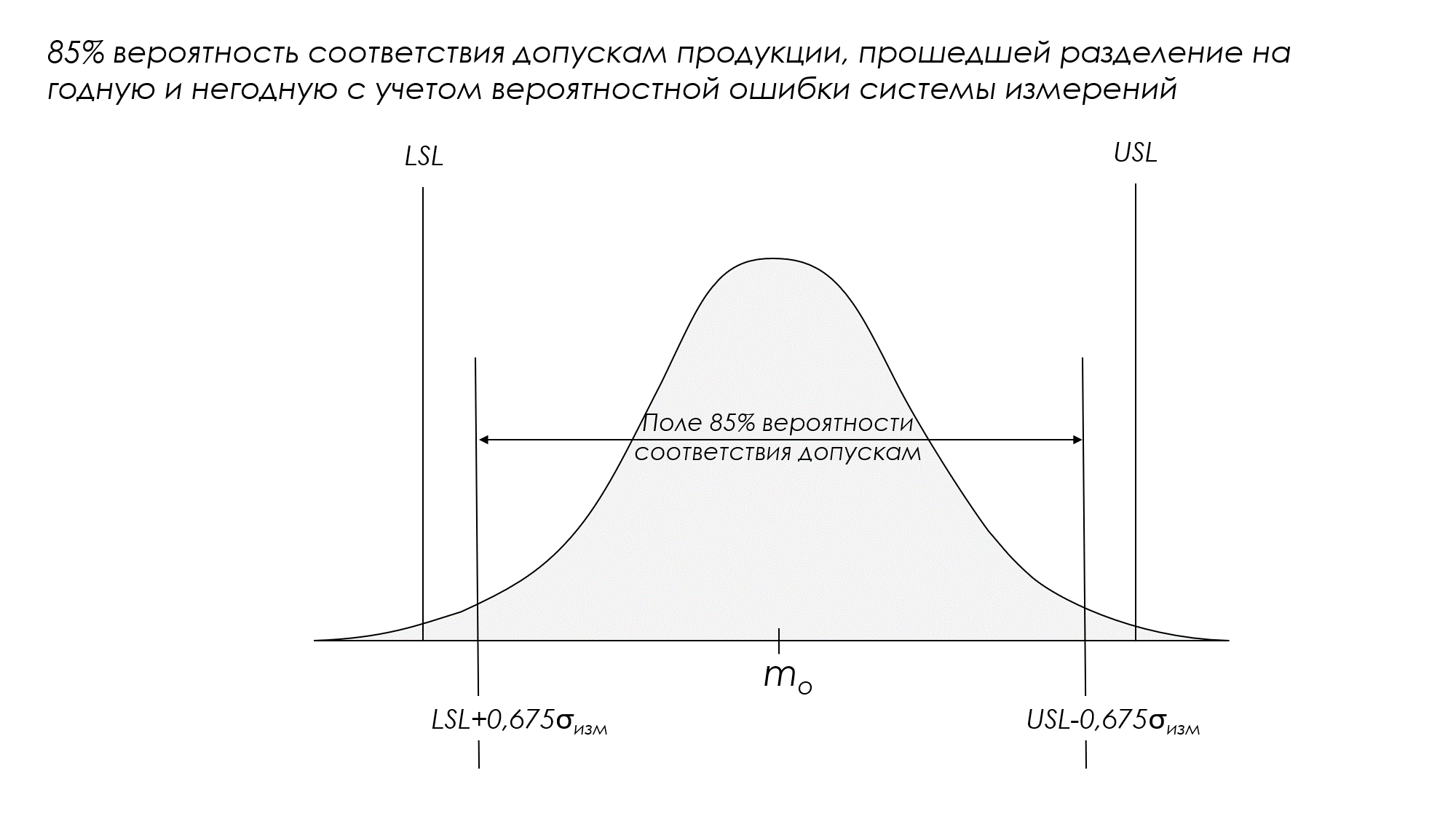
Figura 5. Asegurar una probabilidad del 85% de cumplir con las tolerancias de los productos que se han dividido en aceptables e inadecuados, teniendo en cuenta la reducción bidireccional de los límites de tolerancia para un error probable (error probable) del sistema de medición.
Leyenda: LSL y USL: límites inferior y superior del campo de tolerancia (especificaciones); m0 es el valor nominal del campo de tolerancia.
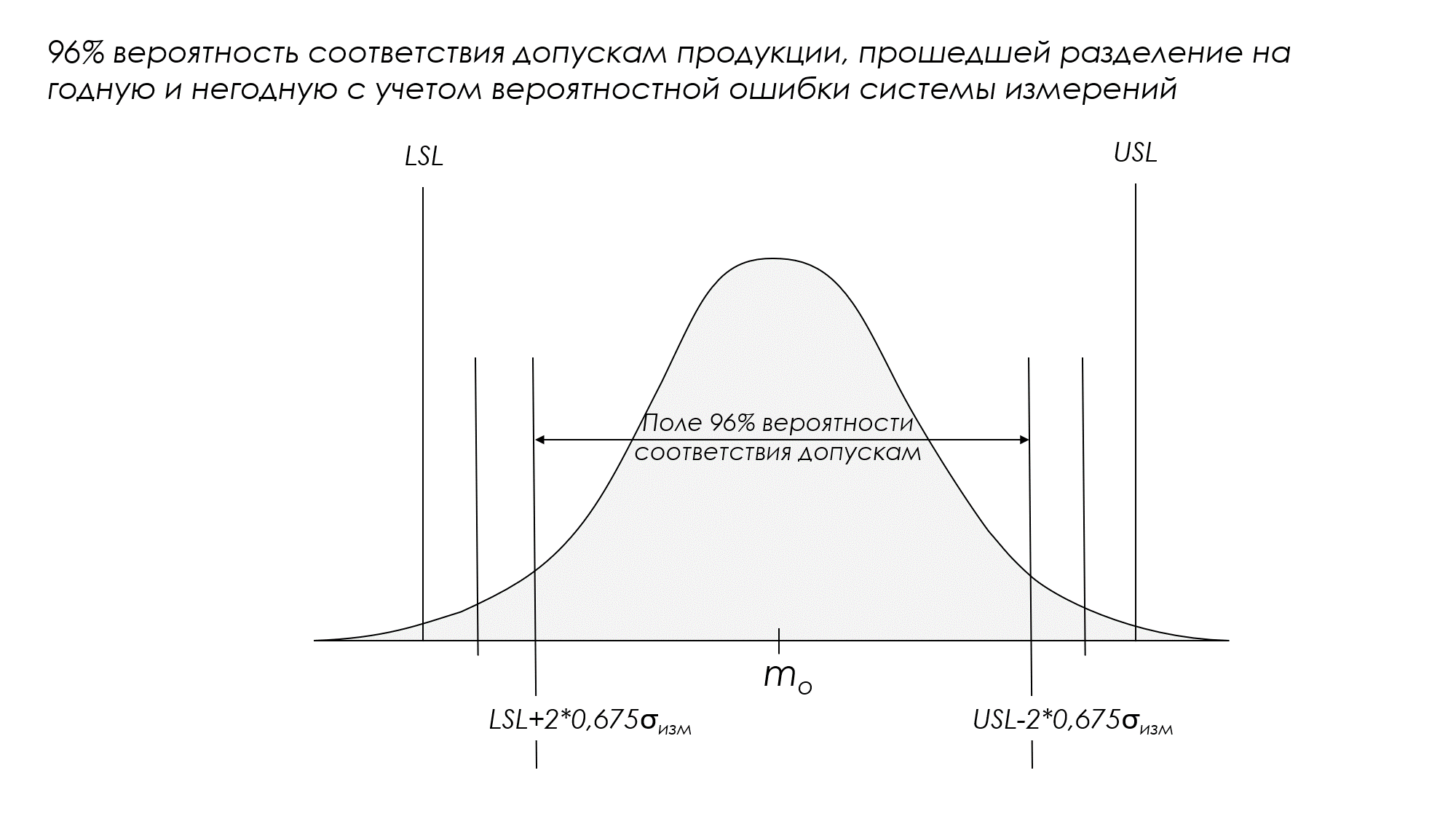
Figura 6. Asegurar una probabilidad del 96% de cumplimiento de las tolerancias de los productos que se han dividido en transitables e inapropiados, teniendo en cuenta el estrechamiento bilateral de los límites de tolerancia para dos errores probables (error probable) del sistema de medición.
Leyenda: LSL y USL: límites inferior y superior del campo de tolerancia (especificaciones); m0 es el valor nominal del campo de tolerancia.
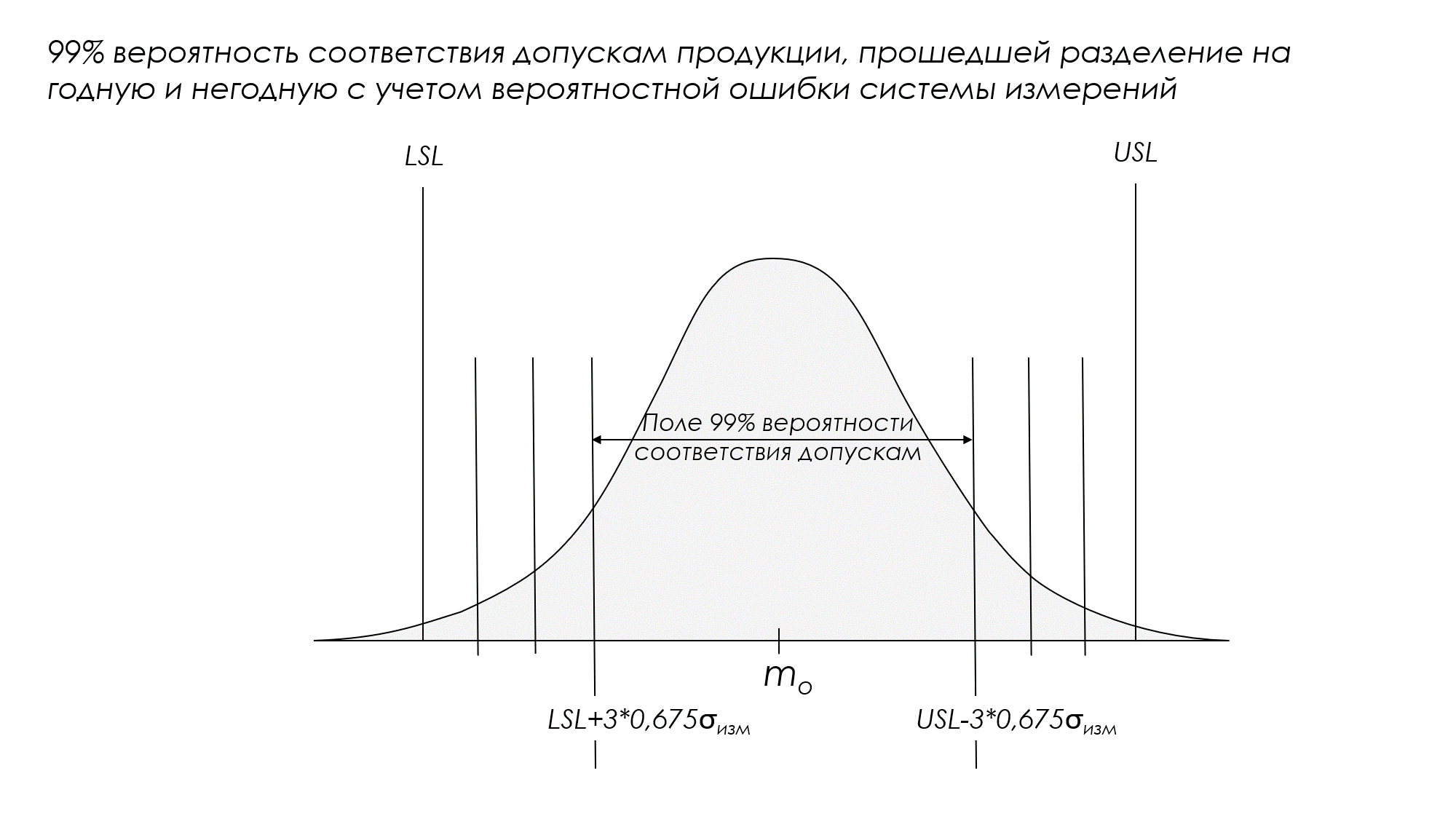
Figura 7. Asegurar una probabilidad del 99% de cumplir con las tolerancias de los productos que se han dividido en aceptables e inadecuados, teniendo en cuenta la reducción bidireccional de los límites de tolerancia para tres errores probables (error probable) del sistema de medición.
Leyenda: LSL y USL: límites inferior y superior del campo de tolerancia (especificaciones); m0 es el valor nominal del campo de tolerancia.
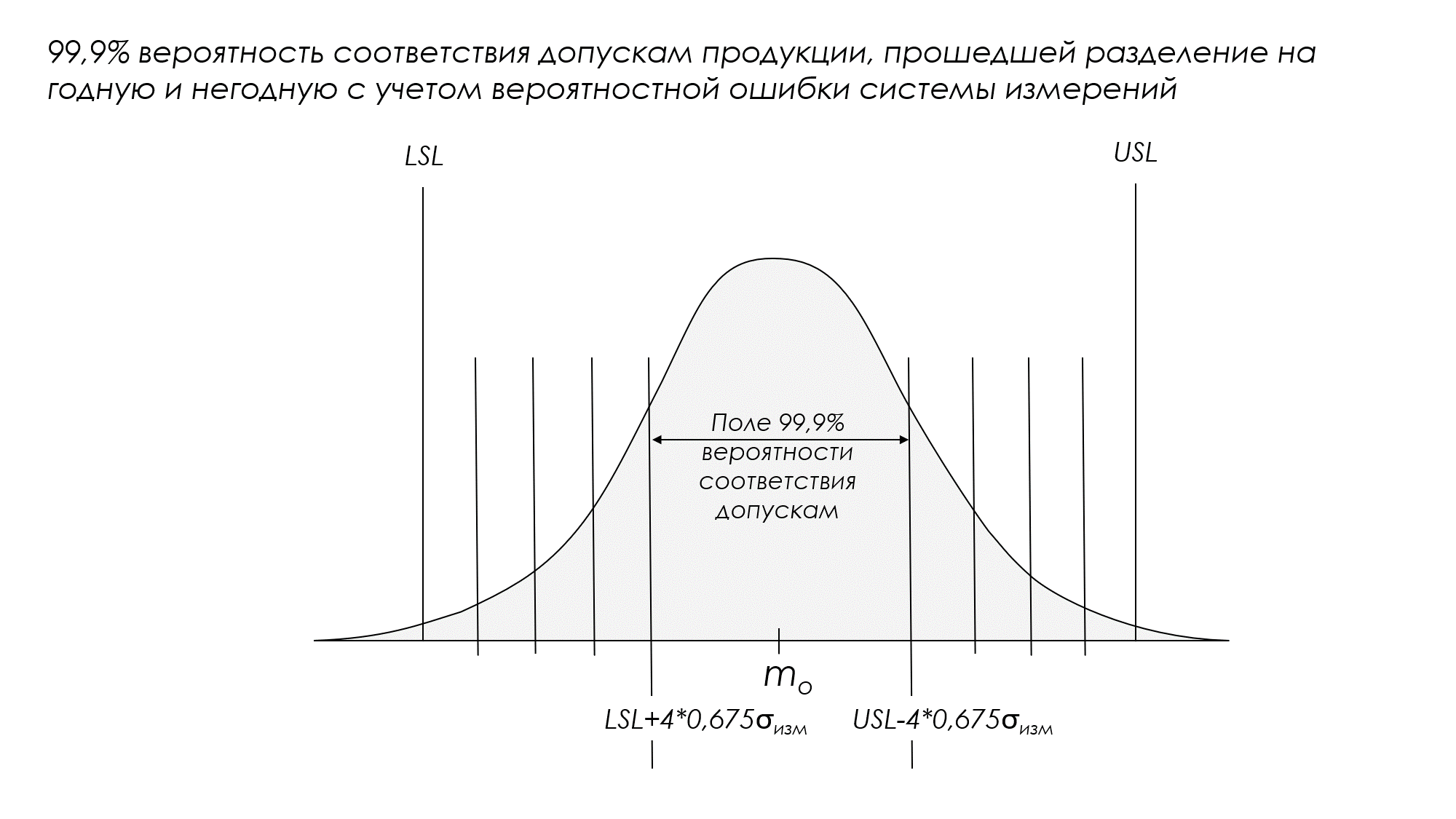
Figura 8. Asegurar una probabilidad del 99,9% de cumplir con las tolerancias de los productos que se han dividido en aceptables e inadecuados, teniendo en cuenta la reducción bidireccional de los límites de tolerancia para cuatro errores probables (errores probables) del sistema de medición.
Leyenda: LSL y USL: límites inferior y superior del campo de tolerancia (especificaciones); m0 es el valor nominal del campo de tolerancia.
"Es mejor evitar quemar las tostadas. Si las quemas, tendrás que descubrir cómo limpiarlas para poder comer un poco".
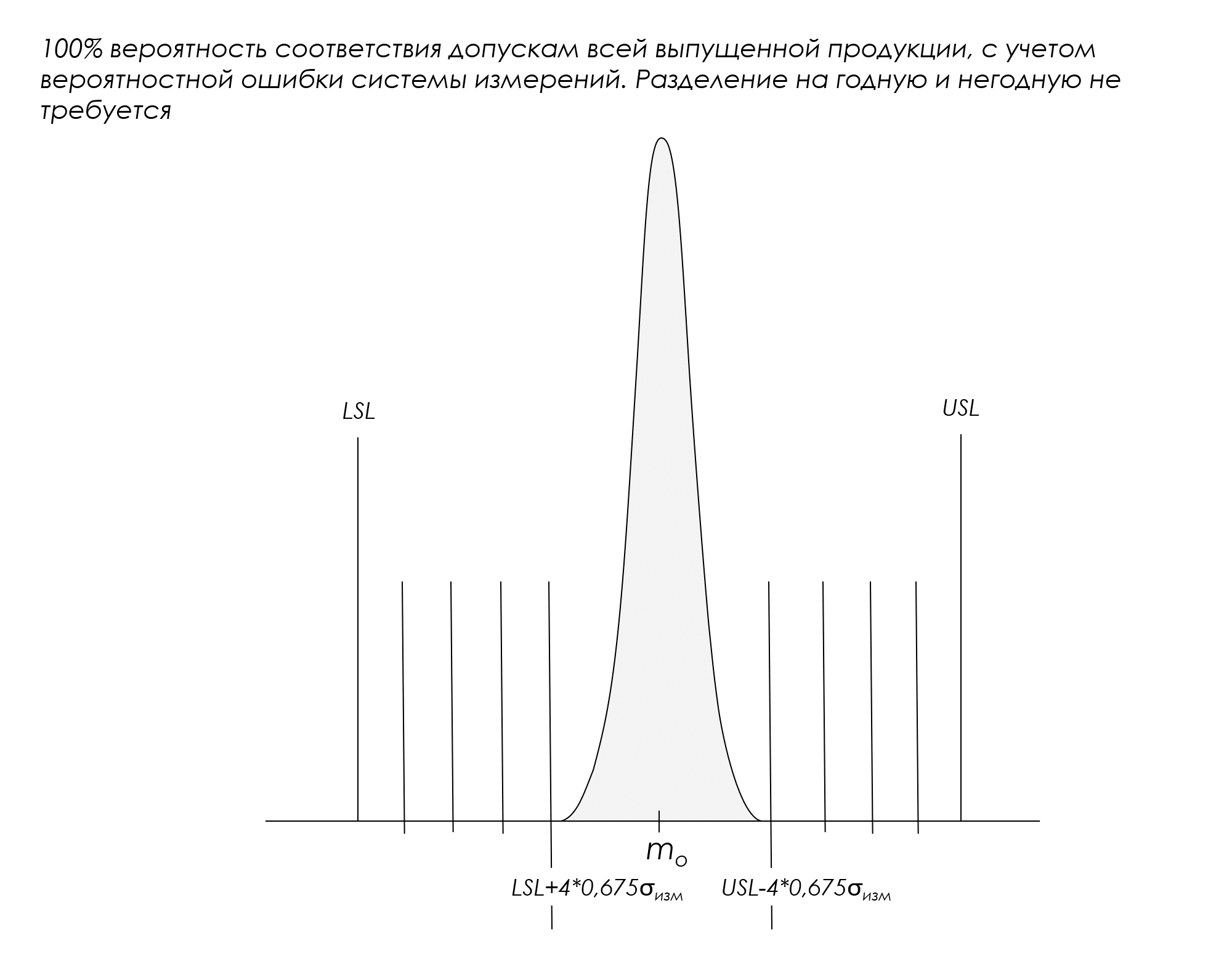
Figura 9. Asegurar una probabilidad del 100% de cumplimiento de las tolerancias de todos los productos fabricados, teniendo en cuenta el estrechamiento bidireccional de los límites de tolerancia para cuatro errores probables del sistema de medición. No es necesaria ninguna división entre productos buenos y malos.
Leyenda: LSL y USL: límites inferior y superior del campo de tolerancia (especificaciones); m0 es el valor nominal del campo de tolerancia.
¿Los productos rechazados son realmente defectuosos?
Para los procesos que operan más allá de los límites de tolerancia comprimidos, después de separar los productos en aceptables e inadecuados con la probabilidad de idoneidad seleccionada, comenzará la siguiente etapa de prueba de los productos rechazados dentro de los límites de tolerancia comprimidos.
A continuación, tendrá que decidir si los productos rechazados son realmente defectuosos, también con cierta probabilidad. Por ejemplo, tendrás que comprobar todos los productos rechazados que se encuentren en las siguientes áreas:
y USL+/-4×0,675σ cambiar .
Las mediciones repetidas de la misma unidad de producción con registro de su valor promedio sirven como herramienta para reducir el error del sistema de medición σ cambiar (n) y, como consecuencia, el error probable de las medidas es 0,675σ cambiar (norte).
Entonces, por ejemplo, si toma (n) mediciones repetidas y registra el valor promedio, entonces el error probable de dicho sistema de medición será:
0,675σ cambiar (n)= 0,675σ cambiar /√n
Después de lo cual será necesario, basándose en el valor medio (n) de las mediciones de cada unidad, tomar una decisión sobre su idoneidad en relación con un nuevo campo de rechazo, es decir, límites de tolerancia reducidos, por ejemplo, a cuatro errores probabilísticos de la sistema de medición con (n) repeticiones de 0,675*σ cambiar (n) para al menos un 99,9% de probabilidad de cumplir la tolerancia de productos previamente rechazados:
LSL+4*0,675*σ cambiar /√n y USL-4*0,675*σ cambiar /√n
Es fácil entender que, por ejemplo, 4 mediciones repetidas para cada medición de límites mejorarán (reducirán el error probable (error probable)) del sistema de medición en un factor de dos:
√n=√4=2
Esto puede volver a ser utilizables algunos de los productos previamente rechazados debido a límites de tolerancia estrictos. Y lo más probable es que tengas que contratar un ejército de controladores para este trabajo.
Repito. La mejor solución es mejorar el funcionamiento de los procesos hasta tal punto que no sea necesaria la división en productos buenos y malos (Figura 9).
“Tendrá que trabajar para mejorar el sistema de medición o trabajar para mejorar el proceso de fabricación.
La actualización del sistema de medición dará como resultado mayores costos generales. No mejorará el producto. Esto no eliminará la necesidad de una inspección. Esto simplemente reducirá su productividad al aumentar los costos asociados con la búsqueda de tostadas quemadas.
Mejorar el proceso de producción reducirá tanto los costos excesivos de producción como los costos excesivos de uso. Además, como se ha demostrado una y otra vez, estas mejoras en los procesos normalmente se pueden lograr sin gastos de capital y sin la necesidad de mejorar un sistema de medición imperfecto. Siempre es mejor aprender a dejar de quemar tostadas que ser un raspador de tostadas de clase mundial.
Por eso el interés excesivo por la calidad de las mediciones es contraproducente. Se pueden utilizar sistemas de medición imperfectos (pero estables) para mejorar significativamente la calidad y la consistencia del proceso de fabricación. Estas mejoras pueden eliminar la necesidad de una inspección del 100 por ciento y al mismo tiempo reducir otros costos excesivos tanto para el fabricante como para el cliente.
Sin embargo, como ya hemos visto, las mediciones imperfectas no servirán para calificar bien el producto. Si nos concentramos en mejorar el sistema de medición para que podamos clasificar el producto según las especificaciones (tolerancias), nuestro esfuerzo, tiempo y recursos se gastarán en aumentar nuestros gastos generales en lugar de reducir nuestros costos”.
El software que desarrollamos, “Shewhart control charts PRO-Analyst +AI (para Windows, Mac, Linux)”, implementa la función convertir el campo de tolerancia (campo de tolerancia del cliente) en tolerancia reducida y desplazada de producción (tolerancia de aceptación) .
Si su sistema de medición se encuentra en un estado estadísticamente estable (evaluado mediante un gráfico XmR de 25 a 30 mediciones test-retest del mismo estándar (referencia)), entonces el gráfico de histograma de valores individuales junto con los límites de control del proceso puede mostrar las tolerancias de los límites de producción (especificaciones) obtenidas teniendo en cuenta el error y el sesgo del sistema de medición para las probabilidades mínimas seleccionadas por el usuario (85%, 96%, 99% y 99,9%) de cumplimiento de las tolerancias del producto. Esta función se utiliza al dividir productos en buenos y malos, teniendo en cuenta la correspondiente reducción de los límites establecidos de tolerancias del cliente de uno a cuatro errores probables del sistema de medición en cada lado, respectivamente.

Figura 10. El histograma de distribución y el diagrama de dispersión muestran la tolerancia del cliente (LSL, NSL, USL), antes de aplicar el campo de tolerancia de fabricación reducido y desplazado. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
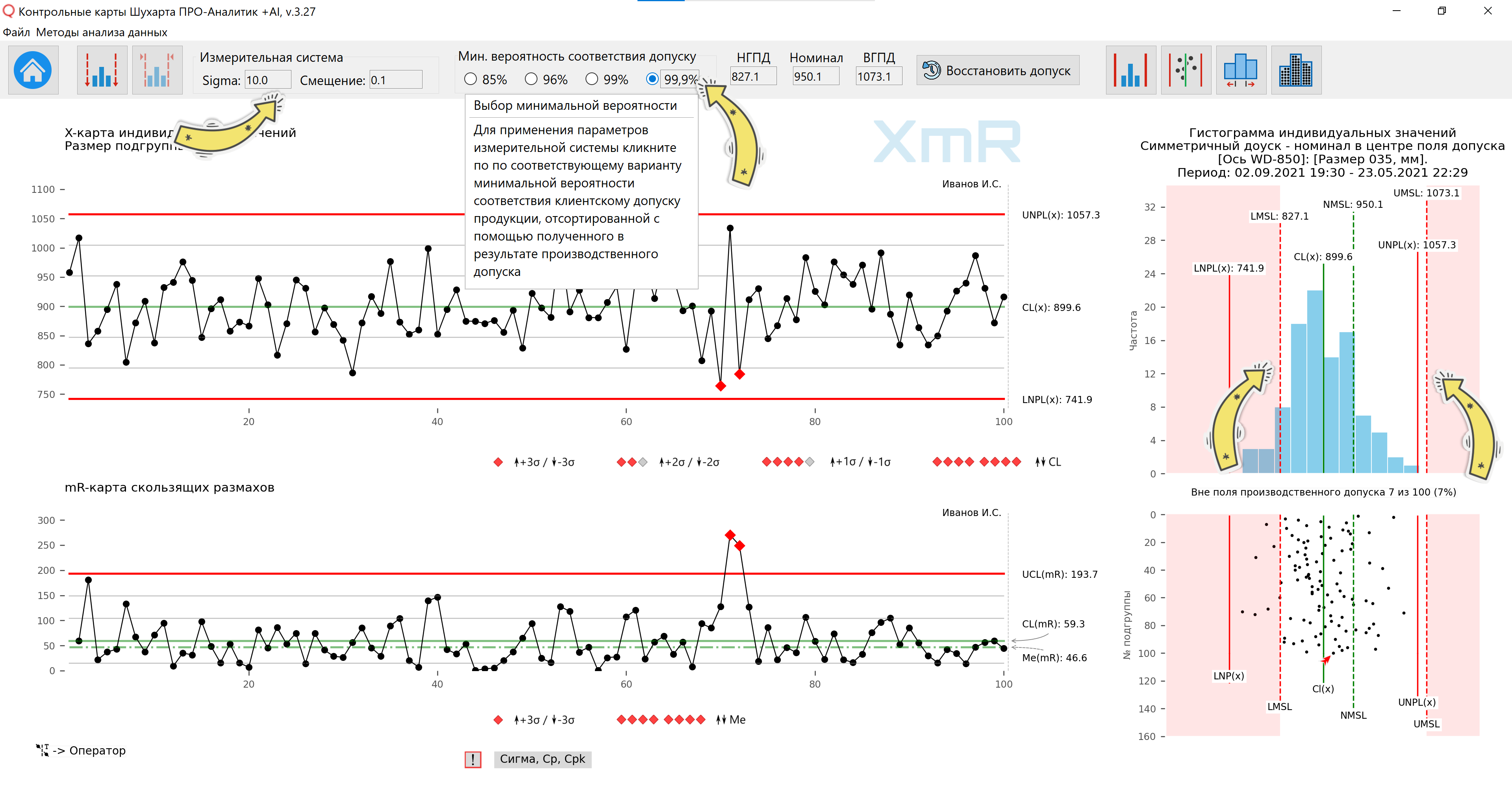
Figura 11. El histograma de distribución y el diagrama de dispersión muestran el campo de tolerancia de producción reducido y desplazado, que tiene en cuenta el error (σ) y el sesgo del sistema de medición. Se seleccionó la probabilidad mínima (99,9%) de cumplimiento de la tolerancia del cliente de las piezas rechazadas con respecto a la tolerancia estrecha de producción de las piezas (reduciéndose en cada lado en 4 (cuatro) errores probables del sistema de medición). Leyenda de la figura: LMSL(x), etc. - Límite inferior de especificación de fabricación / Límite inferior de tolerancia de producción; NMSL(x) pr. - Línea de especificación de fabricación nominal / Línea nominal del campo de tolerancia de fabricación; UMSL(x) pr. - Límite superior de especificación de fabricación / Límite superior de tolerancia de fabricación El dibujo se preparó utilizando nuestro desarrollado “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
“El problema fundamental en la gestión, el liderazgo y la producción, como lo expresó mi amigo Lloyd Nelson y como hemos enfatizado en capítulos anteriores, es la falta de comprensión e interpretación de la naturaleza de la variación.
Los esfuerzos y prácticas para mejorar la calidad y la productividad en la mayoría de las empresas y agencias gubernamentales están fragmentados, sin un liderazgo general competente ni un sistema cohesivo de mejora continua.
Todo el mundo, independientemente de su puesto, necesita formación y desarrollo. En una atmósfera de esfuerzos fragmentados, las personas se mueven cada una en su propia dirección, incapaces de aportar mayores beneficios a la empresa y mucho menos desarrollarse”.