Problemas costosos asociados con el uso de tablas de inspección de calidad aleatorias
El uso de estándares de muestreo cuantitativos y alternativos no proporciona una idea del lote controlado y induce a error a proveedores y consumidores.
Artículo elaborado por: Director Científico del Centro AQT Serguéi P. Grigoriev
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
“Uno de los obstáculos para la transformación: el uso de tablas para realizar inspecciones aleatorias de aceptación, porque no se pueden adaptar al objetivo de minimizar el costo total promedio de inspección de los materiales entrantes y las consecuencias de permitir la entrada de materiales defectuosos en producción.
Si el grado de control estadístico de la calidad de los materiales entrantes es alto, el control de las muestras no proporcionaría información sobre el resto del lote controlado, debido a la falta de evidencia de correlación entre ellos en este caso."
El significado de la cita de Edwards Deming de que el control por muestreo no da una idea del resto del lote controlado puede confirmarse mediante el experimento de Edwards Deming. con cuentas rojas , en el que muestras mecánicas aleatorias de una mezcla de cuentas rojas y blancas dan en la gran mayoría de los casos un valor de la proporción de cuentas rojas que difiere de la proporción real de cuentas rojas en la mezcla, ya sea mayor o menor. Sólo unas pocas muestras mecánicas alcanzaron la proporción media de perlas rojas (1/5) en la mezcla. Es importante señalar aquí que conocíamos la composición de la mezcla antes de que comenzara el experimento. En la práctica real, no se conoce este número.
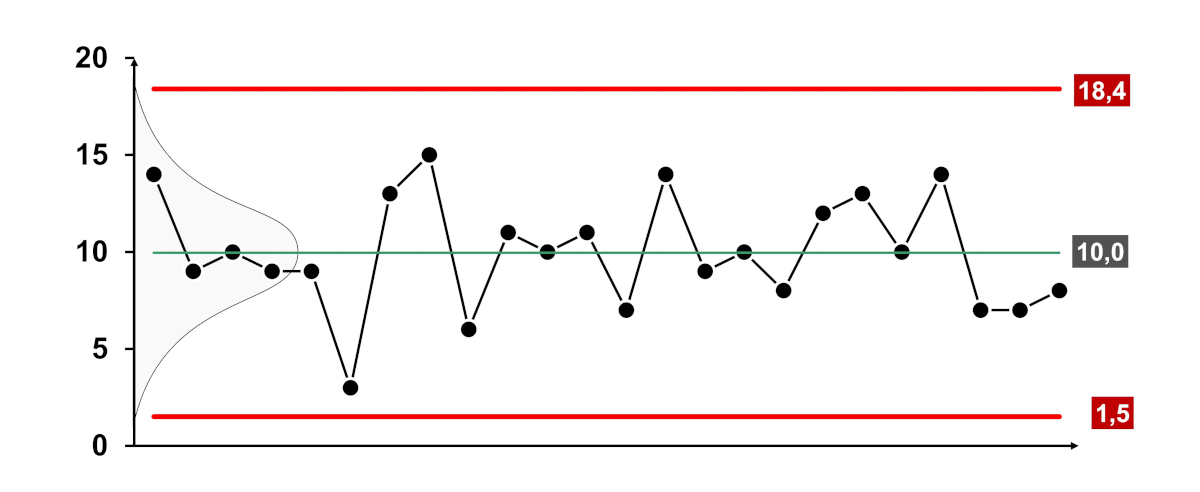
Arroz. Tarjeta np de control del experimento con cuentas rojas, realizado en un seminario de formación por S. P. Grigoryev en 2011.
La razón expuesta anteriormente es suficiente para una revisión generalizada de las reglas para el control de aceptación de los lotes entrantes.
Conozco un caso en el que el uso de tablas de control de calidad de aceptación selectiva permitió aceptar un lote de piezas críticas junto con otras defectuosas, cuyo uso provocó un accidente grave con víctimas y pérdidas de imagen para la empresa e incluso para toda la empresa. industria de un país.
Cualquiera que participe en el envío de productos terminados está familiarizado con situaciones anecdóticas en las que el mismo lote de bienes, no aceptado por el consumidor en la primera entrega, lo acepta en repetidas entregas. La razón de este fenómeno se explica arriba.
"El principal problema... es el uso imprudente de estos planes (de aceptación) en situaciones en las que no son aplicables".
Con excepción de las tablas de inspección por muestreo, otros requisitos de las normas de inspección de aceptación podrían aplicarse a los procesos de proveedores y compradores, para controlar la calidad de los proveedores de acuerdo con la regla " todo o nada ", pero ¿cuántas empresas hoy son capaces de cumplirlos?
Análisis de los requisitos de las normas de muestreo.
Como persona con formación en ingeniería, experimento una disonancia cognitiva cuando los datos de medición (cantidades continuas, características medidas, valores individuales) en los estándares GOST para el control selectivo de aceptación se denominan "características cuantitativas" y los datos de cálculo se denominan "características alternativas". ¿Qué tiene que ver la palabra "cantidad" con las características que se miden? ¿Se preocuparon las personas que tradujeron la norma ISO por su uso previsto con una confusión mínima?
En la gran mayoría de los casos de aplicación de normas de inspección de aceptación por muestreo, se ignoran los requisitos obligatorios (condiciones de aplicación) de estas normas para el "funcionamiento eficaz de los planes de inspección por muestreo". Juzga por ti mismo.
GOST:
El procedimiento de inspección deberá aplicarse a una serie continua de lotes formados por unidades discretas de producto suministradas por un único fabricante mediante un único proceso de producción. Si hay varios fabricantes o procesos de producción, esta norma debe aplicarse por separado a cada fabricante o proceso (Fuente: texto GOST, ver lista debajo del artículo);
Un comentario:
¿Tiene la parte que realiza la inspección entrante alguna idea de cuál es el "proceso" del proveedor en este caso? La realización de cualquier operación idéntica en nombre en un proceso general, por ejemplo, en diferentes máquinas o a partir de diferentes lotes de materias primas, puede servir como base para tal división de una serie continua de lotes dentro del proceso (por lote de materia prima). materiales, máquina, operador de la máquina, etc.). Sin analizar el proceso utilizando gráficos de control de Shewhart para la uniformidad del producto, no podrá saberlo. Incluso los gráficos de control pueden demostrar la homogeneidad de productos heterogéneos si todos los productos controlados provienen de procesos diferentes pero estables y están bien mezclados en la mezcla general.
Al mismo tiempo, el gráfico de control de Shewhart, utilizado con comprensión del contexto, nos permite definir operativamente con precisión el concepto mismo de detectabilidad de "diversos procesos". Pero no hay ni una palabra sobre esto en el invitado.
GOST:
Sistema de medición de calidad:
- el método de medición es imparcial, es decir, la expectativa matemática del error de medición es cero;
- el error de medición que crea la variación observada del proceso es independiente de la desviación estándar real del proceso;
- el error de medición sigue una distribución normal;
- se sabe que la relación entre la desviación estándar del error de medición y la desviación estándar del proceso es inferior a 0,1; de lo contrario, se deben utilizar planes de muestreo con los cambios especificados en las normas;
Un comentario:
Este es el requisito más simple de las normas de muestreo, ya que en su mayor parte es responsabilidad de la parte receptora. La parte receptora tiene dicha información sobre su sistema de medida ?
¿Cumple el sistema de medición del organismo supervisor estos requisitos? Para cumplir con el requisito de proporción final de 1/10, debe conocer la desviación estándar del proceso que produce la característica del producto controlado en el proveedor. Pero si el proceso del proveedor se encuentra en un estado estadísticamente no controlado, la desviación estándar calculada no se puede utilizar en este caso. ¿Le ha proporcionado el proveedor gráficos de control de Shewhart que confirmen la estabilidad de sus procesos asociados con la producción de los productos suministrados?
El requisito de una ausencia total de sesgo en el método de medición es generalmente absurdo. ¡Siempre hay un sesgo en el sistema de medición! La importancia de este sesgo del sistema de medición a los efectos de utilizar las mediciones obtenidas con ese sistema de medición es cuestionable.
Donald Wheeler en el artículo [33] "Diagramas de consistencia, SPC para sistemas de medición". proporciona una descripción de un procedimiento simple para determinar la detectabilidad de este sesgo con fines de control estadístico de procesos, que se implementa en nuestro software . Pero el desplazamiento del sistema de medición para la aceptación del producto con respecto a los límites de tolerancia tendrá un significado completamente diferente. Por lo tanto, hemos implementado en nuestro software la posibilidad de desplazar el campo de tolerancia hacia el desplazamiento identificado del sistema de medición.
Al mismo tiempo, no encontramos ni una sola palabra sobre la exigencia de coherencia entre los sistemas de medición del proveedor y del consumidor. Esta pregunta es importante porque, además de las cuestiones de estabilidad y sesgo en los sistemas de medición del proveedor y del consumidor, es probable que tengan diferentes errores (desviaciones estándar) de los sistemas de medición. Además, debe entenderse que los valores obtenidos de mediciones repetidas del mismo producto tendrán valores diferentes dentro de 6 sigma de error, incluso para un sistema de medición con una densidad de distribución de mediciones repetidas (test-retest) cercana a la normalidad.
Para obtener una explicación de lo que se debe hacer, consulte la decisión abierta sobre el artículo de Donald Wheeler: " ¿El producto que cumple con las especificaciones (aprobación) realmente cumple con las especificaciones? ¿Los productos defectuosos son realmente defectuosos? ". Las recomendaciones de este artículo también se implementan en nuestro software.
GOST:
En el caso de varias características de calidad, son independientes entre sí (Fuente: texto GOST, ver lista).
Un comentario:
¿Es consciente la parte receptora de esta “independencia”? ¿Qué fuente de información utiliza? ¿Qué datos tienes?
GOST:
La producción de los materiales suministrados es sostenible y se encuentra en un estado controlado estadísticamente (Fuente: texto GOST, ver lista).
Un comentario:
¿Cómo sabe la parte receptora el estado estadístico del proceso del proveedor (fabricante)? ¿Qué fuente de información utiliza? ¿Qué datos tienes? ¿El proveedor le proporciona cada lote de gráficos de control Shewhart de los procesos de producción para parámetros de calidad controlados, indicando la estabilidad de sus procesos, y sus evaluaciones de muestras confirman la información mostrada en los gráficos de control del proveedor?
GOST:
Cuando se utiliza un plan de muestreo basado en una característica cuantitativa, los valores medidos deben obedecer una distribución normal o cercana a la normal (Fuente: texto GOST, ver lista).
Un comentario:
¿Cómo sabe la parte receptora la normalidad de la distribución de las características de calidad medidas del proveedor (fabricante)? ¿Qué fuente de información utiliza? ¿Qué datos tienes? ¿Qué significa "cerca de la distribución normal"? Ver artículo sobre definiciones operacionales .
Después de todo, si el proceso del proveedor se encuentra en un estado estadísticamente incontrolable (impredecible), no tiene sentido hablar de su reproducibilidad y la normalidad de la distribución del valor medido. Además, en la práctica nadie conoce la verdadera forma de distribución de los valores de medición individuales. Por ejemplo, los procesos con espacio habitable limitado carecen de simetría de distribución (por ejemplo, en el caso de que no exista un límite de control inferior en el gráfico de control de Shewhart). Además, para el control estadístico de procesos utilizando gráficos de control de Shewhart, el tipo de distribución no es importante; ésta es una de las propiedades de robustez de los gráficos de control.
GOST:
El uso de muestreo cuantitativo es aplicable a la producción continua de una larga serie de lotes, pero no se recomienda para lotes individuales. Para lotes individuales o series cortas de lotes, es más eficaz utilizar planes de control alternativos, en los que cada lote consista en unidades del mismo tipo, clase, tamaño y composición, producidas esencialmente en las mismas condiciones durante el mismo período de tiempo ( Fuente: texto GOST, ver lista).
Un comentario:
¿Cómo sabe la parte receptora “prácticamente las mismas condiciones durante el mismo período de tiempo”? ¿Qué fuente de información utiliza? ¿Qué datos tienes? ¿Han acordado usted y el proveedor un acuerdo claro e inequívoco? definición operacional ¿Tal "identidad"? A menudo, el propio proveedor no tiene ni idea de ello.
GOST:
Los procedimientos de muestreo no deben aplicarse a lotes que se hayan sometido a una selección preliminar con reemplazo de unidades de producto no conformes (Fuente: texto GOST, ver lista).
Un comentario:
¿Está consciente la parte receptora de dicha “clasificación” por parte del proveedor antes del envío? ¿Qué fuente de información utiliza? ¿Qué datos tienes? A menudo, con las mejores intenciones, un proveedor intentará reducir el porcentaje de productos defectuosos en un lote tomando muestras de los productos defectuosos antes del envío.
GOST:
La inspección por muestreo no implica que un proveedor pueda suministrar conscientemente unidades de producto no conformes (Fuente: texto GOST, ver lista).
Un comentario:
¿Puede la parte receptora tener conocimiento del "suministro consciente de producto no conforme" por parte del proveedor? ¿Qué fuente de información utiliza? ¿Qué datos tienes?
Conozco casos de mezcla deliberada de productos defectuosos en un lote con productos buenos. Después de todo, el resultado de una mezcla tan razonable de productos buenos y malos en este caso no debería exceder el “nivel máximo permitido de no conformidades, el límite de calidad aceptable (AQL, límite de calidad de aceptación)”.
¿Qué hacer en lugar de utilizar tablas para la inspección de aceptación aleatoria?
La mejor solución sería utilizar un plan de control de la entrada de materias primas, suministros y componentes". todo o nada ".
En cualquier caso, debemos hacer todo lo posible para garantizar que ni un solo producto defectuoso (no conforme) llegue a su cliente. Para reducir el costo total de producir productos de calidad, mejorar continuamente todos los procesos entendiendo su interdependencia. La regla de control de "todo o nada" para los materiales entrantes solo sirve para minimizar los costos totales promedio de la empresa por rechazar los materiales entrantes, para lo cual se debe tomar una decisión sobre el control del 100% de todo el lote de materiales entrantes o pasar dicho lote a producción. con posterior reemplazo y reelaboración de productos defectuosos, formados como resultado de dicho pase por aceptación sin control de entrada.
"Una vez que su producto llega al cliente, el costo inmediato de reparación y reemplazo es solo una pequeña fracción del costo del defecto. La pérdida de negocios futuros debido a un cliente insatisfecho o un cliente potencial que se entera del incidente puede ser enorme y lamentablemente imposible de estimar." .
Si su relación actual con un proveedor no le brinda una idea confiable de la estabilidad de sus procesos y no tiene sus propios datos del historial de suministro, utilice la verificación del 100% (solo pruebas no destructivas) para acumular rápidamente dicha información. . Insistir en que el proveedor proporcione cuadros de control de sus procesos en cada envío. Si no sabe hacerlo, enséñale. Al mismo tiempo, recopile datos sobre los lotes del proveedor internamente al aceptar lotes de materiales, cree cuadros de control y juzgue la estabilidad de sus procesos en función de indicadores de calidad controlados y la proporción promedio de materiales defectuosos, esto le permitirá seguir adelante. a un plan de control " todo o nada ".
"El estado de control estadístico tiene una clara ventaja. Para saber si el flujo entrante de lotes cumple la condición 1 o la condición 2 de la regla del todo o nada o se encuentra en un estado al borde del caos, sólo es necesario realizar un seguimiento del control estadístico. y el porcentaje promedio de productos defectuosos utilizando gráficos, basados en pruebas continuas de pequeñas muestras (como en cualquier caso), preferiblemente en colaboración con el proveedor y en las instalaciones".
Establezca relaciones con un proveedor interesado en la cooperación que le permitan, con el tiempo, aunque esto no sucederá en un futuro próximo, abandonar por completo el control de entrada. Hasta este momento no te quedes sin información; Construya sus propios gráficos de control de los parámetros de calidad de los materiales entrantes. Esto le dará una ventaja adicional en las negociaciones con dicho proveedor.
Lista GOST de procedimientos de control de calidad aleatorios
GOST R ISO 3951-1-2015
Designación Inglés: GOST R ISO 3951-1-2015
Título ruso: Métodos estadísticos. Procedimientos de muestreo basados en características cuantitativas. Parte 1. Requisitos para planes de una sola etapa basados en AQL al inspeccionar lotes sucesivos utilizando una única característica y un único AQL
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por variables. Parte 1. Especificación para planes de muestreo únicos indexados por AQL para inspección lote por lote para una sola característica de calidad y un solo AQL
GOST R ISO 3951-2-2015
Designación Inglés: GOST R ISO 3951-2-2015
Título ruso: Métodos estadísticos. Procedimientos de muestreo basados en características cuantitativas. Parte 2. Requisitos generales para planes de una sola etapa basados en AQL al inspeccionar lotes sucesivos en busca de características de calidad independientes
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por variables. Parte 2. Especificación general para planes de muestreo únicos indexados por AQL para la inspección lote por lote de características de calidad independientes
GOST R ISO 3951-3-2009
Designación Inglés: GOST R ISO 3951-3-2009
Título ruso: Métodos estadísticos. Procedimientos de muestreo basados en características cuantitativas. Parte 3: Esquemas basados en AQL de dos etapas para la inspección secuencial de lotes
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por variables. Parte 3. Esquemas de muestreo doble indexados por AQL para inspección lote por lote
GOST R 50779.70-2018
Designación Inglés: GOST R 50779.70-2018
Título ruso: Métodos estadísticos. Procedimientos de muestreo alternativos. Introducción a los estándares de la serie GOST R ISO 2859.
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por atributos. Introducción a la serie de estándares GOST R ISO 2859
GOST R ISO 2859-1-2007
Designación Inglés: GOST R ISO 2859-1-2007
Título ruso: Métodos estadísticos. Procedimientos de muestreo alternativos. Parte 1: Planes de muestreo para lotes sucesivos basados en niveles de calidad aceptables
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por atributos. Parte 1. Esquemas de muestreo indexados por límite de calidad de aceptación para inspección lote a lote.
GOST R ISO 2859-3-2009
Designación Inglés: GOST R ISO 2859-3-2009
Título ruso: Métodos estadísticos. Procedimientos de muestreo alternativos. Parte 3. Control con omisión de lotes
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por atributos. Parte 3. Procedimientos de muestreo por lotes saltados
GOST R ISO 2859-5-2009
Designación Inglés: GOST R ISO 2859-5-2009
Título ruso: Métodos estadísticos. Procedimientos de muestreo alternativos. Parte 5: Sistema de plan secuencial basado en AQL para inspección secuencial de lotes
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por atributos. Parte 5. Sistema de planes de muestreo secuencial indexados por AQL para inspección lote por lote
GOST R ISO 2859-10-2008
Designación Inglés: GOST R ISO 2859-10-2008
Título ruso: Métodos estadísticos. Procedimientos de muestreo alternativos. Parte 10. Introducción a los estándares de la serie GOST R ISO 2859
Título en inglés: Métodos estadísticos. Procedimientos de muestreo para inspección por atributos. Parte 10. Introducción a la serie de normas GOST R ISO 2859