¿Es suficiente analizar histogramas de distribución e índices de reproducibilidad Cp, Cpk? ¡Comience su análisis construyendo gráficos de control de Shewhart!
El material fue elaborado por el director científico del Centro AQT. Serguéi P. Grigoriev
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
En el departamento de control de calidad de una empresa de investigación y producción, me mostraron un histograma de la distribución de un indicador clave de calidad, que los especialistas utilizan al investigar las causas de un accidente grave; sus argumentos se parecían más a una adivinación sobre los posos del café. Nadie tenía idea del estado estadístico del proceso de producción de este indicador.
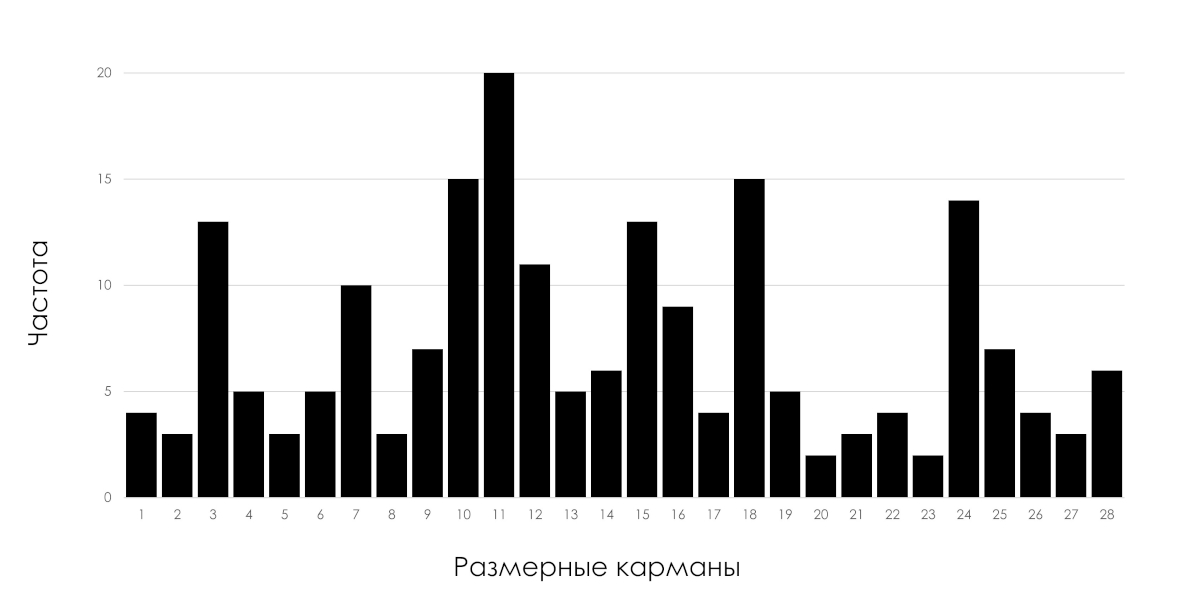
Arroz. 1: Histograma de distribuciones de un indicador clave de calidad.
¡¿Por qué es importante?! Un accidente es una consecuencia, no una causa.
El histograma de la distribución del indicador que se muestra en la figura anterior puede ser el resultado del funcionamiento de procesos tanto estadísticamente estables (predecibles) como estadísticamente inestables (impredecibles).
Si fabricación registra los parámetros de la pieza para este histograma, ¿por qué no se mantienen gráficos de control de Shewhart para rastrear el estado estadístico del proceso? Los gráficos de control informarían el problema del proceso de producción responsable de la falla de la pieza lo antes posible, incluso si el parámetro de control de la pieza todavía estuviera dentro de los límites de tolerancia. El personal de producción tendría motivos para detener el proceso de producción hasta que se determine y corrija la causa específica del problema. Para las piezas producidas durante el período afectado por el desorden del proceso, fue necesario tomar la decisión de pasarlas más lejos o rechazarlas, enfatizo, incluso si estas piezas correspondían al rango de tolerancia. Las piezas producidas por un proceso que se encuentra en un estado estadísticamente inestable (impredecible) no son homogéneas, son significativamente diferentes. Los límites de tolerancia para determinar la uniformidad no son aplicables. Es importante entender esto para partes particularmente críticas.
La elección entre dos tipos opuestos de medidas en relación con él para mejorarlo depende del estado estadístico en el que se encuentre el proceso analizado. Vea la explicación detallada en el artículo " Naturaleza de la variabilidad ".
A continuación se muestra la explicación de Edwards Deming del problema de interpretación de histogramas de densidad que dio origen a este caso.
"Los cursos de estadística a menudo comienzan con el estudio de distribuciones y su comparación. No se advierte a los estudiantes en las clases ni en los libros que, para fines analíticos (como la mejora de procesos), las distribuciones y el cálculo de la media, la desviación estándar, los valores de chi-cuadrado, t - Las estadísticas, etc. son inútiles a menos que los datos se hayan obtenido para el proceso en un estado de control estadístico.
En consecuencia, el primer paso para examinar los datos es comprender si se obtuvieron en un estado de control estadístico. La forma más sencilla de analizar datos es organizar los puntos en el orden en que aparecen para ver si se puede aprender algo de la distribución formada por los datos.
Como ejemplo, veamos una distribución que parece tener las mejores características, pero que no sólo es inútil, sino engañosa. En la Fig. La Figura 2 muestra la distribución de los resultados de la medición para 50 resortes del mismo tipo utilizados en una cámara de cierto tipo. Los resortes se midieron estirándolos bajo una fuerza de 20 g.
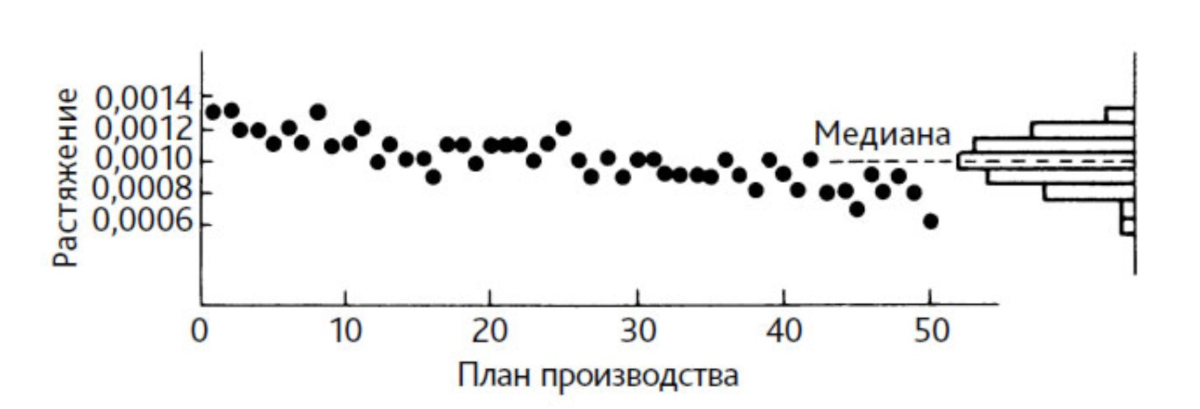
Arroz. 2. Diagrama de dispersión del proceso con histograma de distribución para 50 resortes probados en el orden de su fabricación. Fuente: [2] Edwards Deming, libro "Superar la crisis", págs. 224-225
Si no se tiene en cuenta el tiempo de producción, los datos (Figura 2) forman una distribución simétrica, pero si se ordenan en el orden de producción de los resortes, la distribución resulta inútil. Por ejemplo, la distribución no nos diría en qué tolerancia podrían caer los resortes terminados. La razón es que no existe un proceso identificable.
La distribución parece ser bastante simétrica y dentro de los límites de tolerancia. Es tentador concluir que el proceso se encuentra en un estado satisfactorio. Sin embargo, los valores de tracción, ordenados por tiempo de producción, muestran una tendencia decreciente.
Hay algún problema con el proceso de fabricación o el dispositivo de medición. Cualquier intento de utilizar la distribución que se muestra en la Fig. 2, es inútil. Por ejemplo, calcular la desviación estándar para una distribución determinada no producirá un valor que pueda usarse para la predicción. No dice nada sobre el proceso porque es inestable.
Así, aprendimos una lección muy importante: para analizar datos es necesario examinarlos. Coloque los puntos en orden de producción o algún otro orden razonable. Para algunos problemas, resulta útil un diagrama de dispersión simple.
¿Qué pasaría si alguien intentara utilizar esta distribución para calcular métricas de reproducibilidad del proceso? Caerá en una trampa de la que será difícil escapar. El proceso es inestable. No se le puede atribuir ninguna reproducibilidad.
La distribución (histograma) sólo demuestra los datos acumulados del proceso, sin decir nada sobre su reproducibilidad. Un proceso sólo es reproducible si es estable. La reproducibilidad del proceso se logra y confirma mediante el uso de un gráfico de control, pero no mediante la distribución en sí. Como ya hemos visto, incluso un simple diagrama de proceso da una idea de la reproducibilidad del proceso."
En nuestro software El histograma de la distribución de valores individuales se complementa con un diagrama de dispersión debajo del histograma (Figura 3), que demuestra la información sobre el proceso oculta por el histograma y es la mejor base para la estratificación de datos.
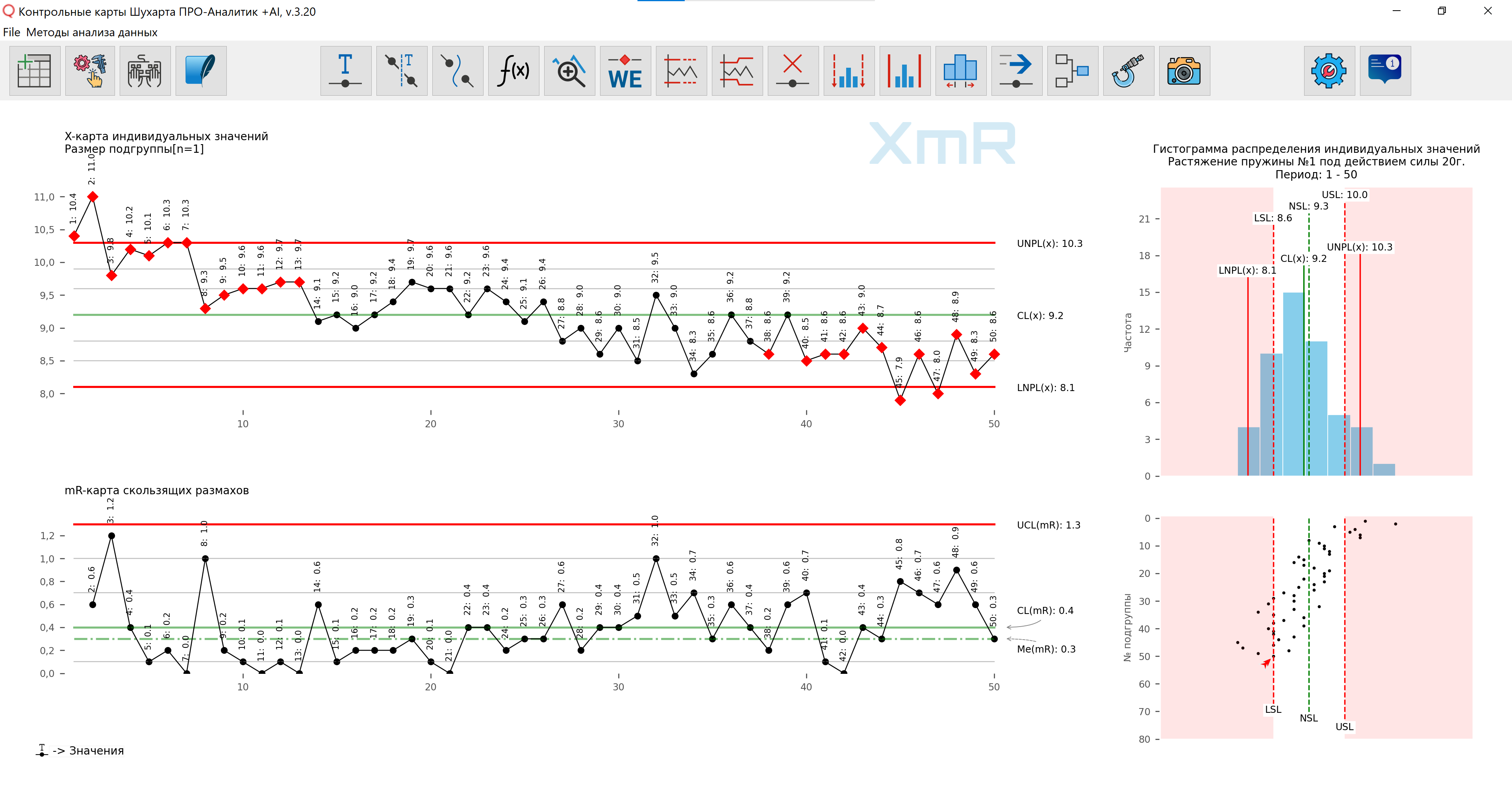
Figura 3. Figura preparada utilizando nuestro desarrollado software .
Debe crear gráficos de control XmR simples de valores individuales y rangos móviles de acuerdo con los datos, en orden cronológico de salida del producto, es decir, salida y no es el orden de medición de la muestra .
¡Error común! Los productos recibidos para inspección se transfieren a una pila común y los inspectores los seleccionan según el principio de que conviene tomarlos primero y tomar notas en el mismo orden; Se pierde el orden cronológico de salida del producto.
Tenga cuidado de recopilar estos datos con antelación, marcando el orden de producción de alguna forma conveniente. Además, los datos del histograma pueden pertenecer a diferentes tipos de fuentes de variabilidad (máquinas, operadores, supervisores, lotes de materias primas, etc.) y fuentes de variabilidad dentro de un tipo (por ejemplo, máquina-1, máquina-2, máquina-3). Aunque los gráficos de control de Shewhart son buenos para analizar datos de una combinación de fuentes de variabilidad, cuando se utiliza información sobre las fuentes de variabilidad disponibles para la contabilidad (construyendo gráficos de control en el contexto de las fuentes de variabilidad), se obtiene mucha más información sobre las fuentes de variabilidad. proceso y, como resultado, tendrás más oportunidades para mejorarlo. Nuevamente, asegúrese de recopilar estos datos con anticipación. Y cuidar los procedimientos que aseguren la trazabilidad de los datos, esto facilitará enormemente la identificación de relaciones causa-efecto.
En el siguiente nivel, puede analizar el resultado del proceso utilizando el gráfico XbarR de promedios y rangos de subgrupos.
Entonces, para la tarjeta de control Shewhart XbarR necesitarás agrupación racional de datos en subgrupos teniendo en cuenta el tipo y las fuentes de variabilidad. Por ejemplo, para analizar la dependencia de un indicador de operadores específicos, agrupar los datos en subgrupos debería garantizar que los datos de diferentes operadores no caigan en ningún subgrupo.
Los gerentes suelen referirse al notorio “factor humano”, que explica la gran mayoría de los problemas empresariales. Por supuesto, todas las personas son diferentes entre sí, ¡¿cómo podría ser de otra manera?! Pero quiero recordarles que al analizar el trabajo de las personas, se observa el resultado de la interacción de varios empleados con el sistema construido por su dirección, y la influencia del sistema en el resultado del proceso es mucho mayor que la personal. contribución de los empleados individuales, a menos que sean artistas con sus propias pinturas, pinceles y lienzos.
Para personas con una mente curiosa.
Existe otro inconveniente al utilizar histogramas (generalización): el tamaño del bolsillo del histograma (ancho de columna) en el que caen los valores individuales. Puede resultar que una medida ligeramente diferente a la que entraba en el bolsillo derecho acabe en el izquierdo. Lo mismo ocurre con los productos que se encuentran dentro y fuera de la zona de tolerancia, ver definición. Funciones de pérdida de calidad de Taguchi . Adapté el enfoque de Taguchi para este caso. Entonces, dentro de un bolsillo del histograma, todos los valores individuales suman frecuencias iguales, aumentando la altura de la columna. Si los valores están ligeramente fuera de los límites del bolsillo, caen en el bolsillo derecho o izquierdo, respectivamente. Pero las diferencias entre los valores que caen en un bolsillo son mucho mayores que las entre los valores ubicados en el límite común en bolsillos vecinos. Por lo tanto, el histograma es una herramienta útil pero generalizadora, y quienes comparan barras adyacentes pueden ser fácilmente engañados. Además, el tamaño de las barras del histograma depende significativamente del tamaño del bolsillo del histograma; esto se puede verificar fácilmente construyendo histogramas con diferentes tamaños de bolsillo para la misma serie de datos. Nuestro software le ayudará a realizar estos sencillos experimentos con datos discretos. establecer un tamaño de bolsillo de histograma personalizado , y para valores continuos la función: Escalar un gráfico de histograma a lo largo de los ejes X e Y .
Índices de reproducibilidad Cp, Cpk
No tiene sentido calcular los índices de reproducibilidad Cp y Cpk para procesos impredecibles; Los procesos impredecibles no son reproducibles por definición.
Incluso para procesos que se encuentran en un estado controlado estadísticamente, los índices de reproducibilidad solo deben usarse en el par Cp, Cpk; de lo contrario, cada uno de ellos lo engañará fácilmente. Comprender el significado práctico de los índices de reproducibilidad, sin una representación gráfica adicional en forma de histograma, se asocia con una carga cognitiva innecesaria para el analista y para aquellos a quienes intenta presentárselos.
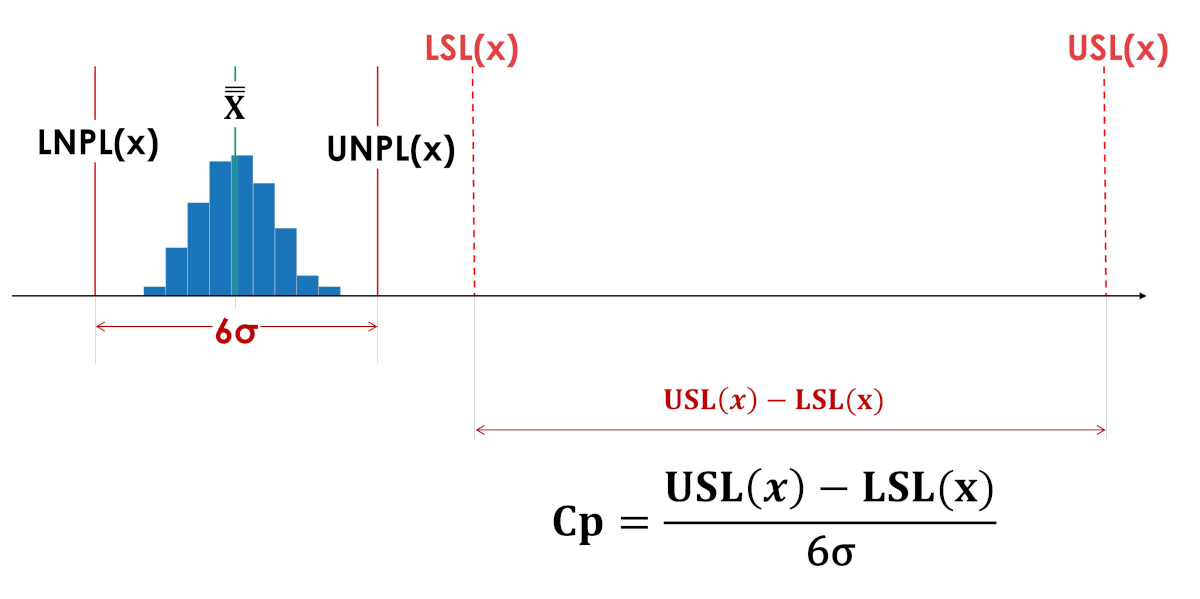
El índice de espacio vital (Cp) no dice dónde se ubica el proceso en relación con los límites de tolerancia, dentro o incluso completamente fuera de los límites de tolerancia. Los índices de espacio habitable Cp en las Figuras 3 y 4 tienen los mismos valores.
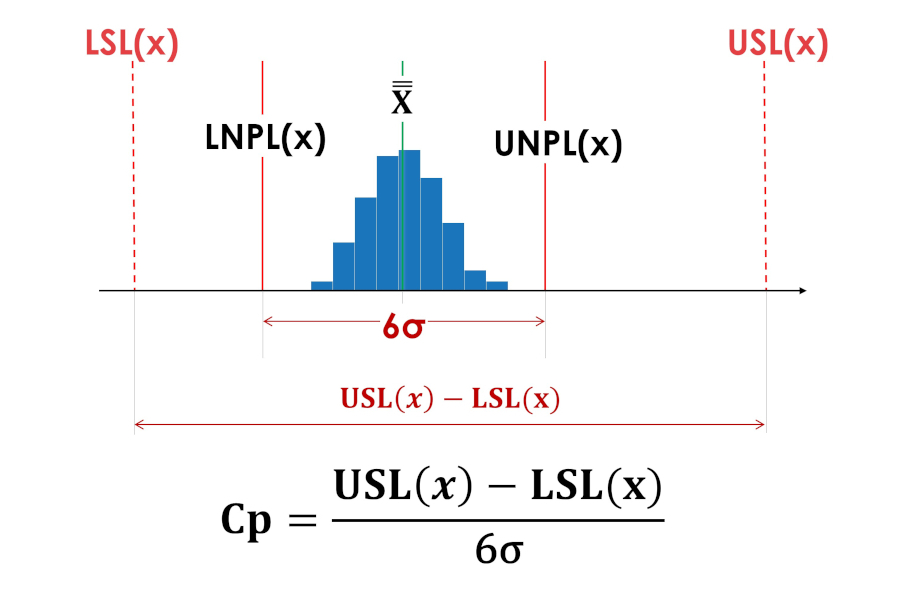
Arroz. 3. Índices de reproducibilidad real del proceso Cp (índice de espacio vital del proceso). LSL(x) - Límite de tolerancia inferior; USL(x) - Límite de tolerancia superior; LNPL(x) - Límite natural inferior del proceso; X - Promedio de promedios de proceso; UNPL(x) - Límite natural superior del proceso.
Arroz. 4. El proceso se desplaza artificialmente más allá de los límites de tolerancia.
El índice de centrado Cpk no da una idea del lado del desplazamiento desde el centro del campo de tolerancia y, por lo tanto, oculta información importante para mejorar el proceso y no tiene sentido si el valor no coincide con el centro de la tolerancia. (campos de tolerancia asimétricos).
Los índices de centralidad Cpk en las Figuras 5 y 6 tienen los mismos valores.
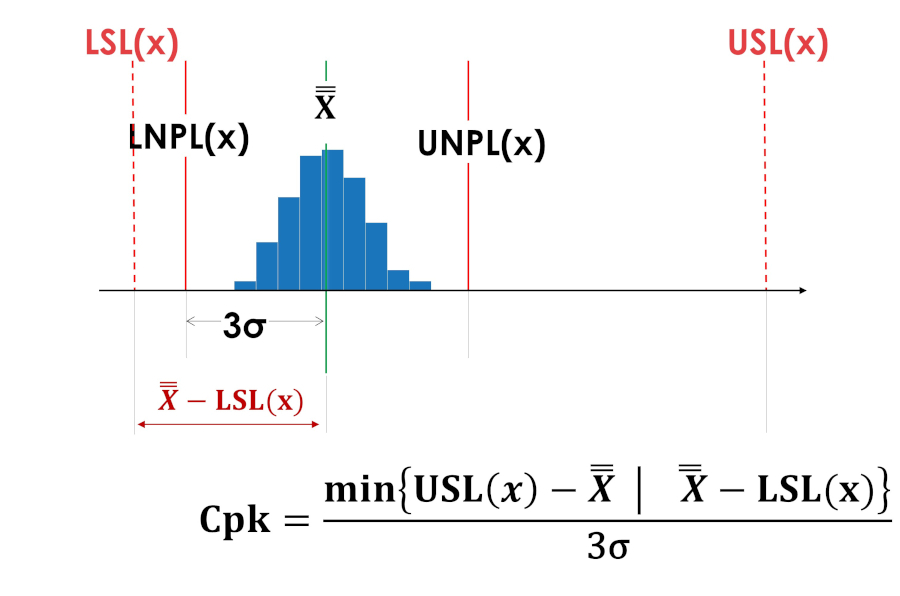
Arroz. 5. Índice de centrado Cpk de un proceso desplazado al límite inferior del campo de tolerancia.
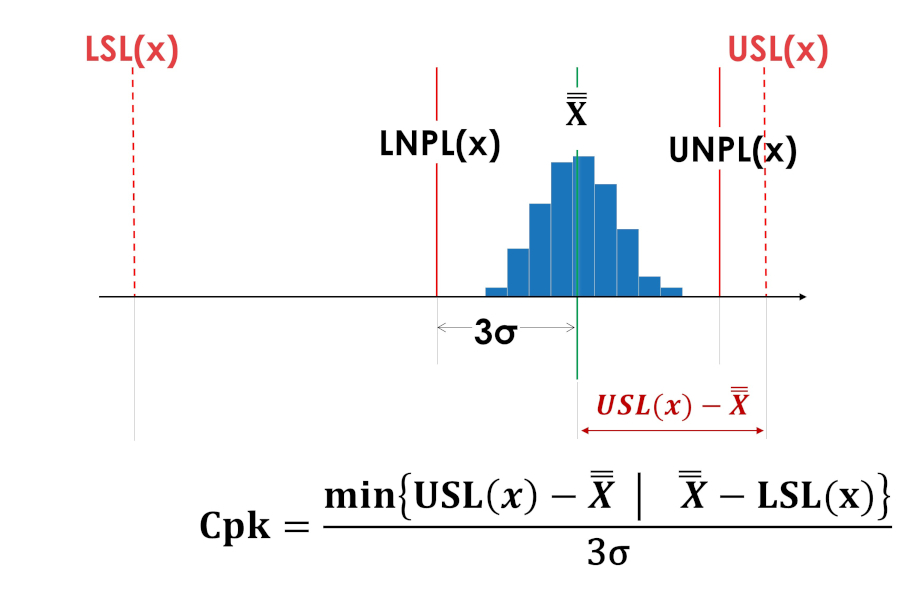
Arroz. 6. Índice de centrado Cpk de un proceso desplazado al límite superior del campo de tolerancia.
Y nuevamente, métodos gráficos simples proporcionan información mucho más útil sobre el proceso y lo que se debe hacer para mejorarlo, comprensible para todos: gráficos de control de Shewhart, un histograma de distribución y un diagrama de puntos simple de valores controlados complementado por límites de tolerancia.
Por ejemplo, imagine que le dijeron los siguientes valores del índice de reproducibilidad: Cp=2,6; Cpk=0.9 en lugar de mostrar los gráficos presentados en la Figura 7. ¿Qué información es más fácil y rápida de percibir? ¿Qué forma de transferencia de información ofrece una imagen más completa del proceso?
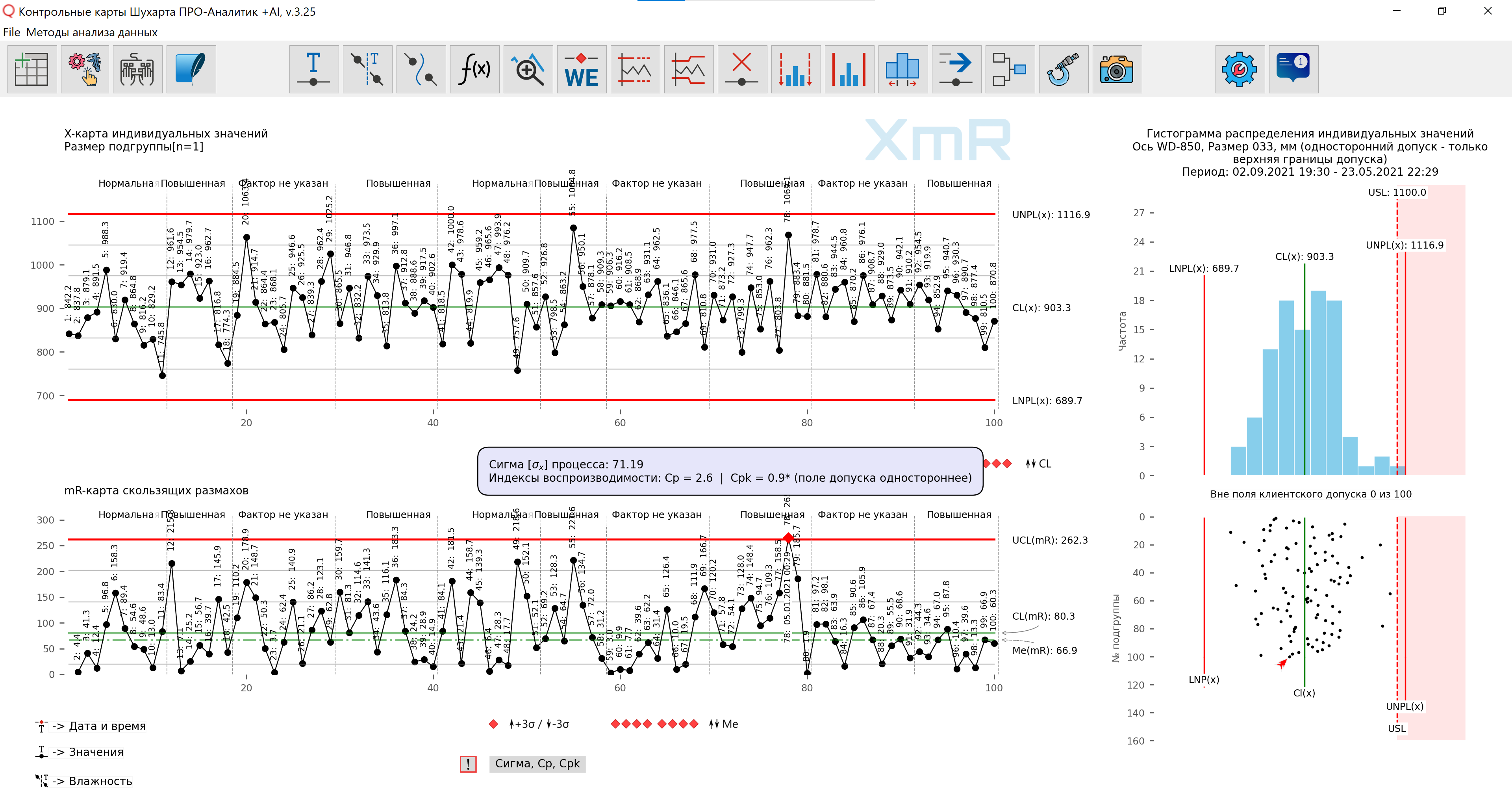
Arroz. 7. ¿Qué información es más fácil y rápida de percibir? ¿Qué forma de transferencia de información ofrece una imagen más completa del proceso?