Agrupación racional de datos para un uso eficaz del control Gráficos XbarR de promedios y rangos de subgrupos
Fuente: Artículo que amablemente nos proporcionó el Dr. Donald Wheeler: [35] Agrupación racional. Fundamentos conceptuales de los diagramas de comportamiento de procesos/Subagrupamiento Racional. La base conceptual de los gráficos de comportamiento de procesos, Donald J. Wheeler.
Traductor y editor científico: Sergey P. Grigoryev
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
Un aspecto importante del uso eficaz de los gráficos de control es su capacidad para responder las preguntas correctas. Para ello, el método de distribución de datos en subgrupos debe corresponder a la estructura de los datos. Esto generalmente significa que los datos de algún “área pequeña” (espacio, tiempo, lote de producción) deben agruparse en cada subgrupo para que los datos dentro del subgrupo sean lo más homogéneos posible. El énfasis en minimizar la variación dentro de los subgrupos surge del hecho de que es esta variación la que se utiliza para calcular los límites de control. Los límites de control dependen del rango medio, que a su vez depende de los rangos de los grupos individuales, que reflejan la variación dentro de los subgrupos. Es la variación dentro de los subgrupos la que se utiliza para establecer límites de control, que determinan cuánta variación es aceptable entre los subgrupos.
La pregunta que plantea el gráfico de control de medias es: "¿Las medias grupales varían más de lo que deberían, según la variación dentro del grupo?" En otras palabras: "Dada la variabilidad dentro de los subgrupos, ¿son detectables las diferencias entre las medias de los grupos?"
El gráfico de rango de subgrupos pregunta: "¿La variación dentro de los subgrupos es consistente de un subgrupo a otro?" O, para decirlo de otra manera: "Dado el supuesto de variación promedio dentro de los subgrupos, ¿son detectables las diferencias en la variación entre los subgrupos?"
La diferencia entre estas dos preguntas se ilustrará con varios ejemplos.
El grosor de una hoja
La lámina de vinilo de 30 pulgadas (762 mm) de ancho utilizada para fabricar el revestimiento del panel acolchado se extruyó bajo el control de un controlador de proceso automático. El dispositivo de entrada para este controlador automático de procesos fue un escáner beta tradicional que mide el espesor del vinilo. El ingeniero quería estudiar las lecturas de espesor a lo largo de una pista ubicada a 10 pulgadas del borde izquierdo de la lámina de vinilo, por lo que recopiló todos los datos para esa pista y los trazó en un mapa de referencia de rango y media del subgrupo XbarR, usando subgrupos de tamaño cuatro. .
Al utilizar un subgrupo de tamaño cuatro, aseguró que cada subgrupo representaría aproximadamente dos minutos de trabajo de proceso. En su opinión, esto permitió que aparecieran variaciones normales (variaciones aleatorias por causas comunes) en el proceso de extrusión en cada subgrupo. El gráfico de control promedio en la Figura 1 muestra que el controlador automático ajustó el proceso hacia arriba y hacia abajo en ciclos de aproximadamente 20 minutos. Aunque el espesor promedio fue de 48,5 mm, podría ser de 49,5 mm en cinco o seis minutos antes de caer a 47 mm después de seis minutos. Este cambio de espesor afectó la forma en que el vinilo se calentaría y estiraría cuando se formara el vacío. Este cambio de espesor generó desperdicio en el siguiente paso, pero en promedio, ¡el vinilo tenía el espesor correcto!
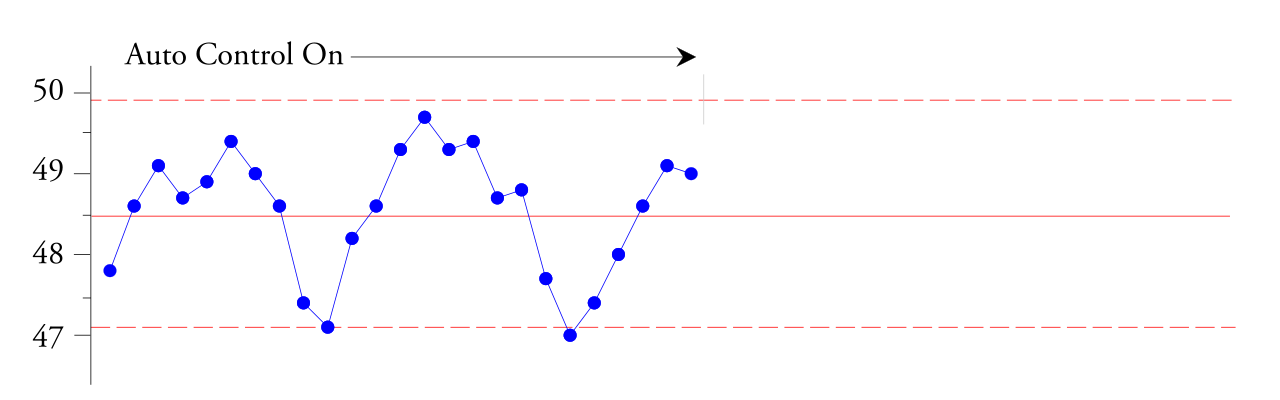
Arroz. 1. Gráfico de control XbarR de subgrupos de espesor promedio de láminas vinílicas durante el control automático.
Los puntos dentro de los límites de control tienen una tendencia hacia arriba y hacia abajo para indicarnos que este controlador automático de procesos no es suficiente. amortiguado , no mantiene una buena respuesta estable y necesita ayuda. Según el ingeniero que creó esta tarjeta de control XbarR, es fácil "reconocer la onda sinusoidal" que estamos viendo. Según el fenómeno observado en la Figura 1, el ingeniero apagó el controlador automático de procesos. Durante el siguiente período de 45 minutos, recibió nuevos valores, como se muestra a la derecha en la Figura 2.
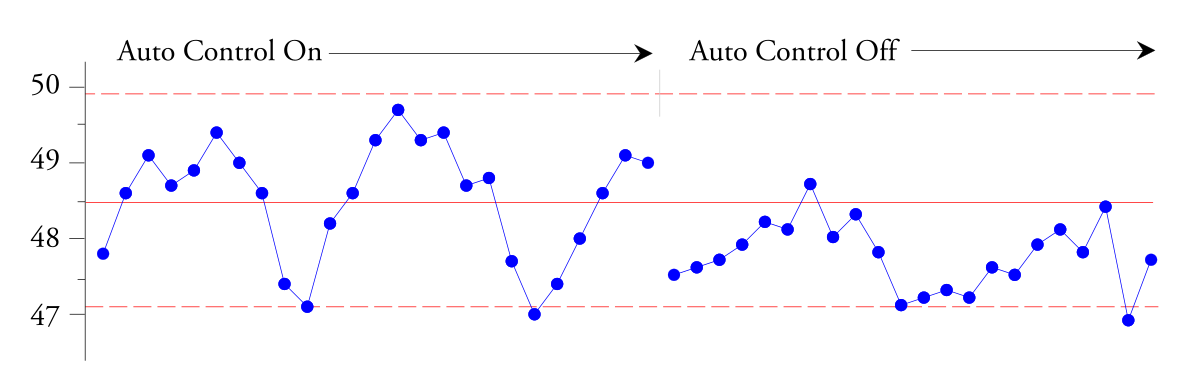
Arroz. 2. Gráfico de control XbarR de subgrupos de espesor promedio de láminas de vinilo (continuación).
Esto confirmó que aproximadamente la mitad de la variación en el espesor de la lámina se debía al controlador automático del proceso. Debido a que estas variaciones dan como resultado una salida defectuosa, este controlador de proceso automático debe configurarse adecuadamente para eliminar estos ciclos de 20 minutos. Observe cómo el camino desde la interpretación del gráfico hasta la formulación de la acción requerida depende tanto del contexto de los datos como de cómo se organizan los datos en subgrupos.
Tiempo hasta el par máximo
Para caracterizar las propiedades de curado de lotes de compuesto de caucho, se debe analizar en el laboratorio una muestra de cada lote. Esta prueba mide el torque de una muestra de caucho a medida que se cura. El resultado de la prueba fue el tiempo de curado necesario para alcanzar el par máximo. Dado que cada uno de los tres operadores producía cinco cargas de caucho por turno, el laboratorio decidió utilizar los cinco valores diarios de cada operador como sus subgrupos. Esto resultó en un subgrupo por turno, donde la variación dentro de un subgrupo fue la variación de lote a lote para cada operador, y la variación entre subgrupos fue la variación de operador a operador y de día a día. Dado que todos los operadores produjeron el mismo producto utilizando el mismo molino de caucho, esperábamos ver un proceso predecible al construir el gráfico XbarR de medias y rangos de subgrupos.
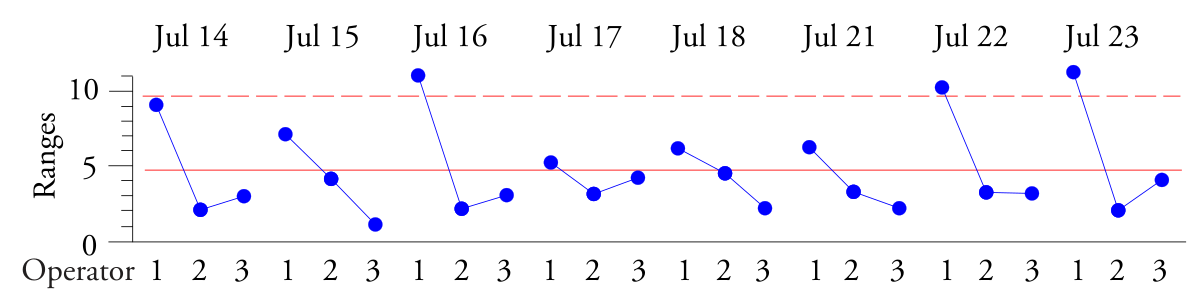
Arroz. 3. Controle el mapa R de los rangos de subgrupos para determinar el tiempo hasta el par máximo.
El mapa R de rangos de grupo muestra un patrón repetido de alto-bajo-bajo. Los lotes producidos por el Operador 1 muestran más variación que los lotes producidos por los Operadores 2 y 3. Aunque el Operador 1 era un operador senior con 30 años de experiencia, no mezcló sus lotes adecuadamente. Resultó que esto se debía a que el Operador 1 estaba perdiendo la visión y no podía ver lo suficientemente bien como para mezclar manualmente.
Una vez más, la clave para interpretar los datos es organizarlos en un gráfico de control. El gráfico de control XbarR de rangos de grupos muestra la falta de coherencia dentro de los subgrupos, e identificar cada subgrupo con una sola declaración nos permite comprender el patrón que se muestra en la Figura 3. Es la organización de los datos lo que determina qué temas se abordarán en el Gráfico de control XbarR de medias y rangos de subgrupos. Los cambios de ubicación que ocurran entre subgrupos se mostrarán en el mapa X de las medias de los subgrupos. Los cambios en la variación que ocurren dentro de diferentes subgrupos se mostrarán en el mapa R de rangos de grupo. En cada caso, es la variación dentro de los subgrupos la que determina el criterio para detectar las diferencias que surjan. Comprender esto es la clave para analizar eficazmente los datos de observación.
En el primer ejemplo anterior, se trataba de un circuito secuencial que ofrecía un experimento sencillo para desactivar un controlador de proceso automático. En el segundo ejemplo, se trataba de un enfoque que coincidía con la estructura de datos, lo que llevó al descubrimiento de un operador ciego. En ambos casos, la interpretación de los diagramas en su contexto condujo a descubrimientos. La voluntad de pensar de esta manera, que es coherente con la forma en que se recopilan y construyen los datos, no se puede programar. Depende de que alguien se tome el tiempo y el esfuerzo de mirar los gráficos y pensar en ellos. Esto siempre ha sido y será una parte integral del uso eficaz de los gráficos de control del comportamiento de los procesos.
Para algunos conjuntos de datos, la subagrupación racional será bastante sencilla. Sin embargo, para algunos conjuntos de datos puede haber más de una forma posible de dividir los datos en subgrupos. El siguiente ejemplo entra en esta categoría.
Cabezas de articulación moldeadas por inyección
El moldeo por inyección se utiliza para fabricar la junta giratoria de cuatro piezas a la vez. Al momento de recopilar estos datos, este método de fabricación representaba cambios tanto en materiales como en tecnología. Por lo tanto, antes de lanzarse a la producción en masa, era necesario someterse a una certificación del proceso. Dave, el gerente, decidió utilizar listas de verificación de comportamiento del proceso para evaluar el proceso antes de la certificación.
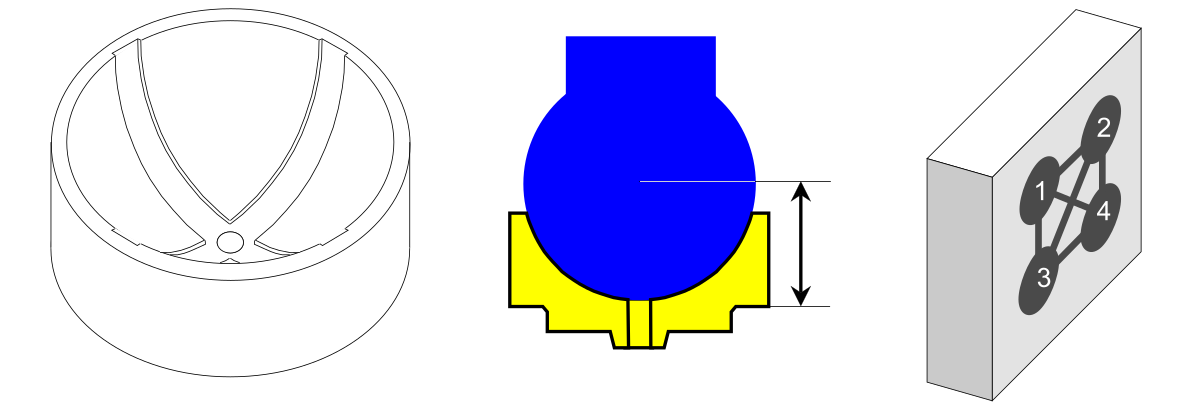
Arroz. 4. Acoplamiento de bolas, tamaño de espesor y molde con 4 cavidades.
Como solo había un molde, en el proceso de certificación solo intervinieron una prensa y un solo operador. El dato fue el espesor efectivo del acoplamiento de bolas, medido en centésimas de milímetro. Debido a que un lado del acoplamiento de bolas era cóncavo, se tuvo que diseñar y fabricar un calibre especial para medir este espesor. Las medidas del calibre muestran un espesor superior a 12,00 milímetros. Cuatro veces al día, Dave iba a la prensa y recogía piezas producidas en cinco ciclos de prensa consecutivos. Como cada ciclo producía cuatro piezas (una de cada cavidad), tenía que medir 20 piezas cada dos horas. Con precaución, Dave siguió el ciclo y la cavidad de donde procedía cada pieza.

Arroz. 5. Estructura de los datos horarios de espesor de acoplamientos de bolas. Hora, Cecles Consecutivos, Cavidad.

Arroz. 6. Estructura de los datos horarios sobre el espesor del acoplamiento de bolas, en el gráfico de progreso del proceso (gráfico XmR de valores individuales y rangos deslizantes). Divisores verticales: Hora, firmas de todos los puntos: Cavidad del molde. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
Hay tres fuentes identificables de variación en estos datos. Hay variación horaria, que está representada por diferentes conjuntos (bloques) de 20 valores en la Figura 5. Hay variación de ciclo a ciclo, que está representada por diferentes columnas en la Figura 5 (1, 2, 3, 4, 5). Y hay una variación de una cavidad a otra, que está representada por diferentes líneas en la Figura 5 (1, 2, 3, 4).
Veremos las diferentes formas de agruparlos para el gráfico de control XbarR de medias y rangos de subgrupos, así como el impacto de cada organización de datos en subgrupos en la interpretación de los gráficos de control. Para el proceso de certificación, Dave recopiló datos durante seis días. Por brevedad, solo utilizaremos datos de los dos primeros días.
El conjunto de datos completo y la primera organización en subgrupos se muestran en la Figura 7. Cada columna de cuatro valores se utiliza para definir un subgrupo, de modo que nuestros 160 valores se organizan en 40 subgrupos de tamaño n=4. Los datos de diferentes horas (1, 2, 3, etc.) se encuentran en diferentes subgrupos. Cuando cambias de horario, cambias de subgrupos. Por tanto, en esta primera organización de los datos en subgrupos, se puede decir que aparecen diferencias horarias (así como diferencias diarias) entre subgrupos. Aquí, el gráfico promedio de XbaR planteará las siguientes preguntas:
Pregunta #1: ¿Existen diferencias notables entre horas o días?
En la Figura 8, los datos de diferentes ciclos (1, 2, 2, 4, 5) están en diferentes subgrupos. Cuando cambias de ciclo, cambias de subgrupos. Por tanto, se puede decir que aparecen diferencias entre ciclos entre subgrupos en esta primera organización de estos datos. Aquí el gráfico de subgrupos medios también planteará la siguiente pregunta:
Pregunta #2: ¿Existen diferencias notables entre los ciclos?
En la Figura 8, los datos de diferentes cavidades (1, 2, 3, 4) están en el mismo subgrupo. Cuando cambia de cavidad, no necesita cambiar de subgrupo. Por tanto, se puede decir que las diferencias entre cavidades aparecen dentro de subgrupos en esta primera organización de estos datos. Entonces, aquí el cuadro de rango de grupo planteará la siguiente pregunta:
Pregunta #3: ¿Son consistentes las diferencias entre las cavidades?
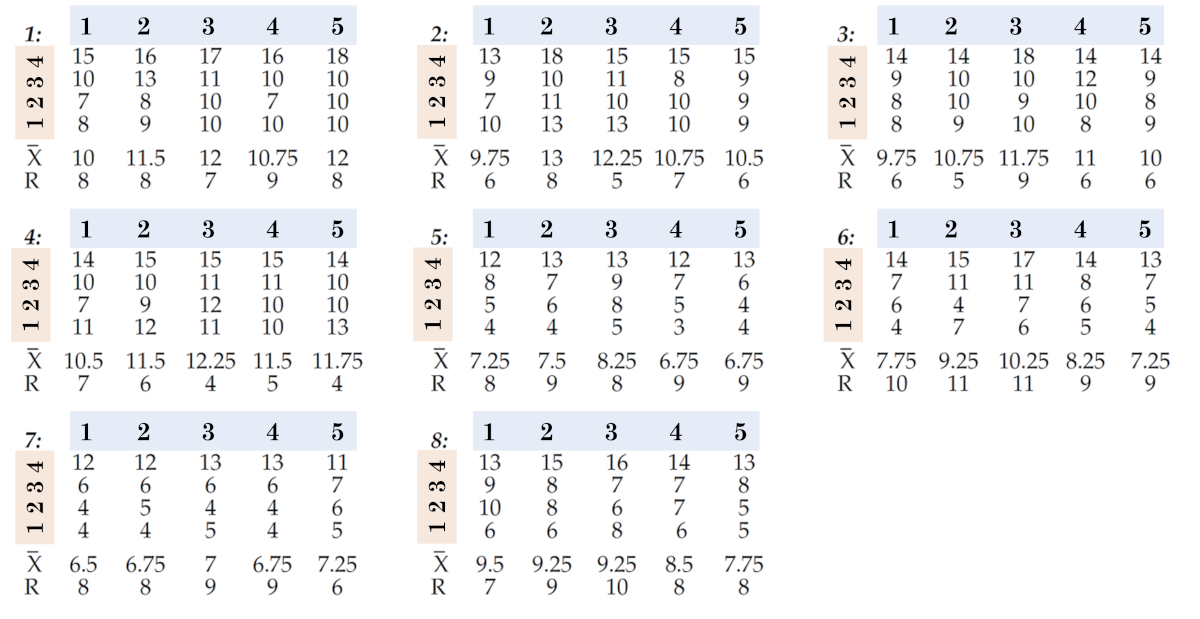
Arroz. 7. La primera forma de organizar datos en subgrupos.
Valor medio - 9,54; el rango promedio es 7,63, lo que da como resultado los límites de control que se muestran en la Figura 8. Al dividir la línea del gráfico, facilitamos la lectura al darle a nuestros ojos una referencia a cada hora por separado. Aunque ningún punto queda fuera de los límites, hay una señal clara en el gráfico del promedio de los subgrupos. Cuando 20 de 20 promedios están por encima de la línea central, seguidos por 19 de 20 por debajo de la línea central, existe una diferencia real entre los días uno y dos. El gráfico de rango de subgrupos también puede mostrar diferencias diarias. Entonces respondemos a la pregunta número 1 (¿Existen diferencias notables entre horas o días?) con un sí definitivo, respondemos a la pregunta número 2 (¿Existen diferencias notables entre ciclos?) con un negativo y respondemos a la pregunta número 3 (¿Son consistentes las diferencias?). ? entre cavidades?) probablemente “no”.

Arroz. 8. Mapa de promedios y rangos de subgrupos para el primer método de organización de datos en subgrupos. Líneas verticales que dividen series con valores de 1 a 8 - Horas de muestreo, firmas de todos los puntos - Ciclo No. El dibujo fue elaborado utilizando nuestro desarrollado “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” usando un único Funciones de automatización para agrupación racional de datos. construir un gráfico XbarR de las medias y rangos de subgrupos por el tipo seleccionado de fuentes de variación (columna con factores) y el tamaño de los subgrupos.
La segunda forma de organizar datos en subgrupos.
Una segunda forma de organizar estos datos se muestra en la Figura 9. Allí, cada fila de cinco valores se usa para definir un subgrupo, por lo que terminamos con 32 subgrupos de tamaño n=5. Aquí, los datos de diferentes relojes (1:, 2:, 3:, etc.) están en diferentes subgrupos. Cuando cambias de horario, cambias de subgrupos. Por lo tanto, en la segunda organización, se puede decir que surgen diferencias horarias (y diarias) entre los subgrupos. Aquí, el gráfico de subgrupos medios planteará la siguiente pregunta:
Pregunta #4: ¿Existen diferencias notables entre horas o días?
En la Figura 9, los datos de diferentes ciclos (1, 2, 3, 4, 5) están en el mismo subgrupo. Cuando cambias de ciclo, no necesitas cambiar de subgrupo. Por lo tanto, se puede decir que las diferencias entre ciclos aparecen dentro de los subgrupos en la segunda organización de estos datos. Aquí el diagrama de rango de grupo planteará la siguiente pregunta:
Pregunta #5: ¿Son consistentes las diferencias entre ciclos?
En la Figura 9, estas diferentes cavidades (1, 2, 3, 4) están en diferentes subgrupos. Cuando cambias de cavidad, cambias de subgrupos. Así, se puede decir que las diferencias entre cavidades aparecen entre subgrupos en la segunda organización de estos datos. Aquí el gráfico del promedio de subgrupos también plantea la siguiente pregunta:
Pregunta #6: ¿Existen diferencias notables entre las cavidades?
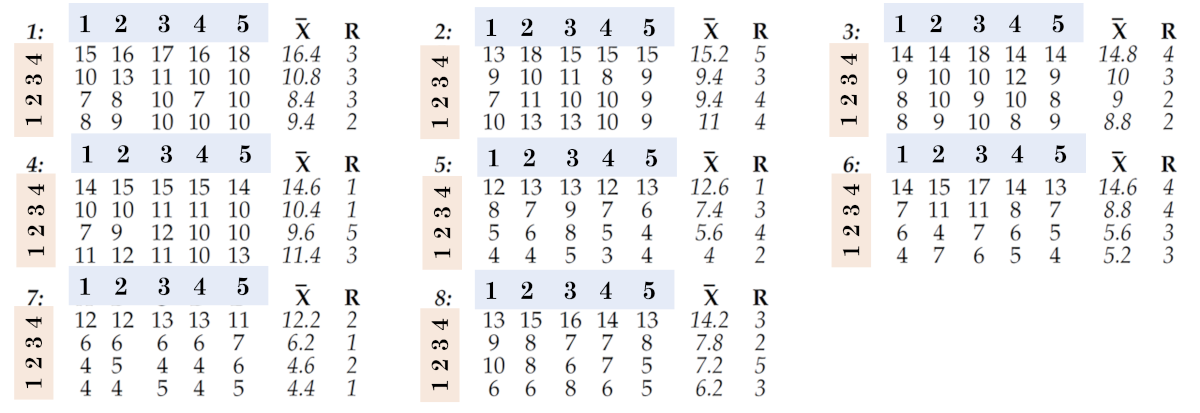
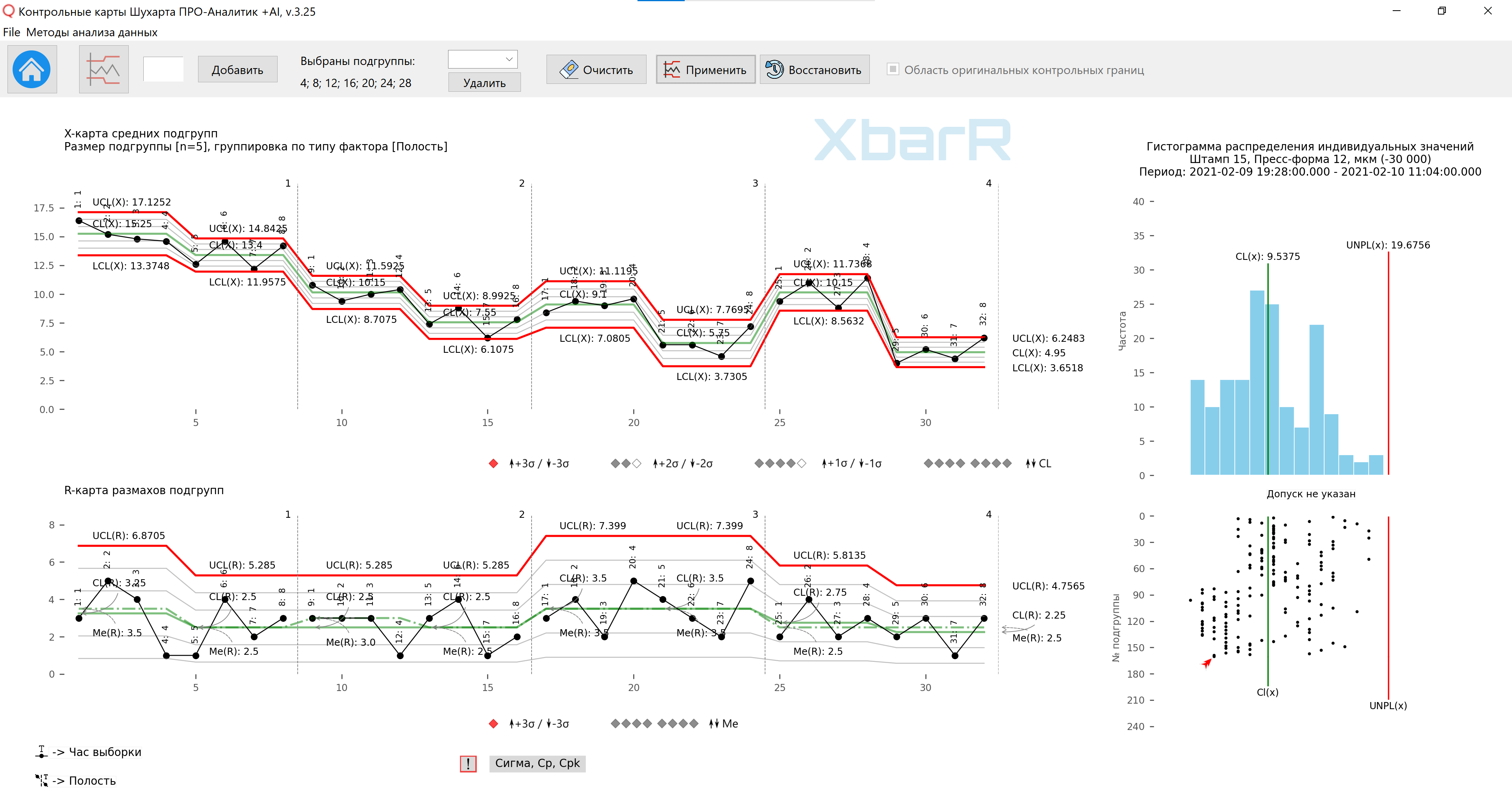
Arroz. 9. La segunda forma de organizar datos en subgrupos.
Valor medio - 9,54; el rango promedio es 2,84, lo que da como resultado los límites de control que se muestran en la Figura 10. Dado que 20 de nuestros 32 promedios están fuera de los límites de control, tenemos muchas señales para interpretar. Hay diferencias notables entre los dos días y hay diferencias notables entre las cuatro cavidades. Además, el cambio de un ciclo a otro parece ser consistente de un subgrupo a otro (mapa R de rangos de subgrupos).

Arroz. 10. Diagrama de medias y rangos de subgrupos para el segundo método de organización de datos en subgrupos. Las líneas verticales que dividen series con valores del 1 al 8 son las horas de muestreo. Firmas de todos los puntos - Cavidad No. El dibujo se preparó utilizando nuestro desarrollado “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” usando un único Funciones de automatización para agrupación racional de datos. construir un gráfico XbarR de las medias y rangos de subgrupos por el tipo seleccionado de fuentes de variación (columna con factores) y el tamaño de los subgrupos.
Las dos opciones anteriores para organizar los datos en subgrupos son técnicamente correctas, pero en la práctica no son lo mismo porque no plantean las mismas preguntas sobre los datos. Para comprender esta diferencia, considere las preguntas 3 y 6.
La primera organización de los datos resultó en la pregunta número 3: "¿Son consistentes las diferencias entre las cavidades?" El gráfico de rango de grupo en la Figura 8 respondió afirmativamente a esta pregunta. Las diferencias entre las cavidades son constantes.
La segunda organización resultó en la pregunta número 6, que preguntaba: "¿Existen diferencias notables entre las cavidades?" El gráfico de subgrupos promedio en la Figura 10 respondió afirmativamente a esta pregunta. Hay diferencias notables entre las cuatro cavidades. La cavidad (1) produce piezas más gruesas que otras cavidades.
Hasta que comprenda la diferencia entre la Pregunta 3 y la Pregunta 6, y hasta que comprenda cómo utilizar esa diferencia para responder sus preguntas, no comprenderá el subgrupo racional. Esta es una habilidad que requiere práctica y reflexión. Puedes practicar respondiendo las preguntas de la siguiente sección.
La tercera forma de organizar datos en subgrupos.
Dave no utilizó ninguna de las organizaciones de datos anteriores en subgrupos. En lugar de ello, utilizó el método de organizar datos en subgrupos, que se muestra en la Figura 11, para su prueba de certificación. Nuevamente usamos cada fila de cinco valores como un subgrupo de tamaño cinco, por lo que los subgrupos son los mismos que en la segunda organización, pero ahora los organizamos de manera diferente. En lugar de un gráfico con 32 subgrupos, tendremos un gráfico independiente para cada cavidad.
En la Fig. 10, mientras arregla la cavidad y el ciclo, ¿cambia los subgrupos de una hora a otra?
Entonces, ¿se pueden encontrar diferencias horarias dentro de los subgrupos o entre subgrupos?
Entonces, ¿dónde aparecerán las diferencias horarias: en el gráfico de rango o en el mapa de medias de subgrupos?
En la Figura 10, con un reloj y una cavidad fijos, ¿cambia de subgrupos a medida que pasa de un ciclo a otro?
Entonces, ¿podemos encontrar diferencias entre ciclos dentro de subgrupos o entre subgrupos?
Entonces, ¿dónde aparecerán las diferencias entre ciclos: en el gráfico de rango o en el mapa de promedio?
En la Figura 10, con relojes y ciclos fijos, ¿cambia de subgrupos a medida que pasa de una cavidad a otra?
Entonces, ¿dónde puedes encontrar las diferencias entre las caries?
Entonces, ¿dónde aparecerán las diferencias entre las cavidades?
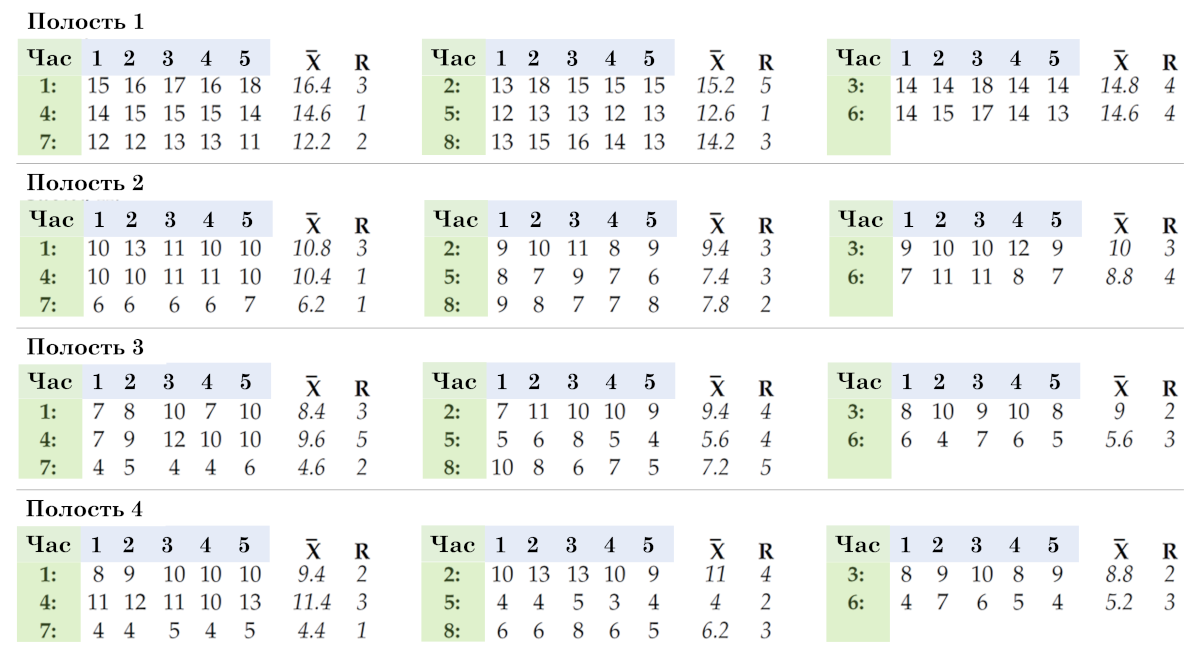
Arroz. 11. La tercera forma de organizar datos en subgrupos.
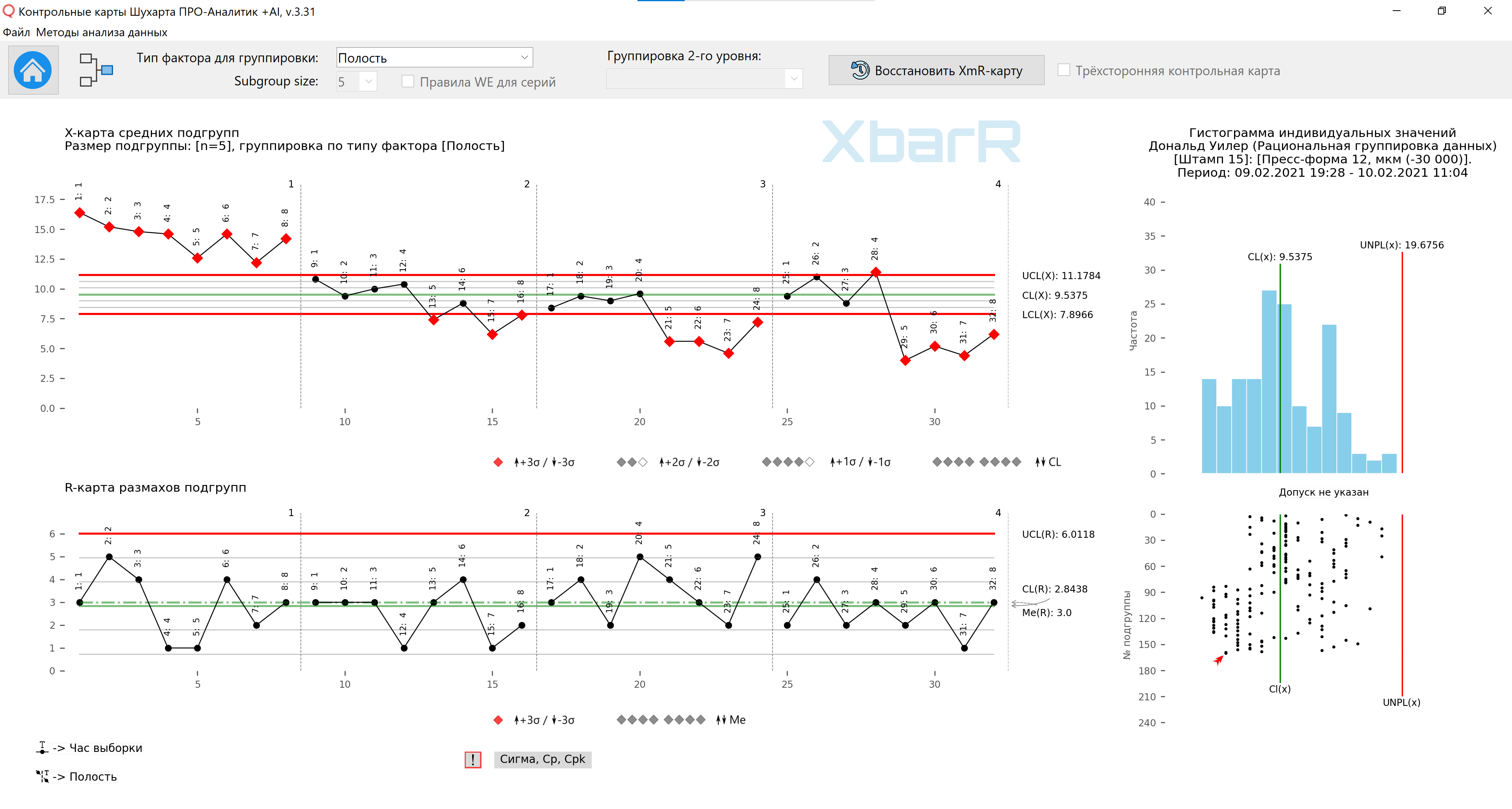
Arroz. 12. Mapa de promedios y rangos de subgrupos para el tercer método de organización de datos en subgrupos. Líneas verticales dividiendo series con valores del 1 al 4 - No. de Cavidades. Firmas de todos los puntos - Hora de muestreo. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” usando un único Funciones de automatización para agrupación racional de datos. construir un gráfico XbarR de las medias y rangos de subgrupos por el tipo seleccionado de fuentes de variación (columna con factores) y el tamaño de los subgrupos.
Al trazar los cuatro diagramas en la misma escala vertical, mostraremos las diferencias entre las cavidades. Obviamente, la cavidad (1) hace que las piezas sean más gruesas, y la cavidad (2) es ligeramente más gruesa que las cavidades (3) y (4). Con base en estos gráficos, Dave supo que necesitaba hacer ajustes al formulario. Dado que las cavidades (3) y (4) estaban bastante bien centradas dentro del rango de tolerancia, pidió al taller de herramientas que colocara cuñas detrás de las cavidades (1) y (2).
¿Qué fuente de variación se encuentra en los diagramas de tramo? ¿Mirar? ¿Ciclos? ¿Caries?
¿Qué fuente de variación se encuentra en los gráficos de promedios? ¿Mirar? ¿Ciclos? ¿Caries?
Entonces, ¿qué significan los puntos fuera de los límites de control en los gráficos de promedio anteriores?
Si tuviste problemas con las preguntas anteriores, es posible que necesites leer este artículo nuevamente.
Puede continuar procesando los datos del gráfico de control de la Figura 12 y, utilizando la función de límite de control de ejecución por ejecución, dividir los datos en áreas de cavidades individuales según las características visibles, obteniendo confirmación del funcionamiento de los diversos procesos antes y después del molde. limpieza.

Arroz. 13. Mapa de medias y rangos de subgrupos para el tercer método de organización de datos en subgrupos con límites de control para series individuales de puntos. Líneas verticales dividiendo series con valores del 1 al 4 - No. de Cavidades. Firmas de todos los puntos - Hora de muestreo. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” usando un único Funciones de automatización para agrupación racional de datos. construir un gráfico XbarR de las medias y rangos de subgrupos por el tipo seleccionado de fuentes de variación (columna con factores) y el tamaño de los subgrupos usando la función construir límites de control para series individuales de subgrupos .
Arroz. 14. Mapa de medias y rangos de subgrupos para el tercer método de organización de datos en subgrupos con límites de control para series individuales de puntos. Líneas verticales dividiendo series con valores del 1 al 4 - No. de Cavidades. Firmas de todos los puntos - Hora de muestreo. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” usando un único Funciones de automatización para agrupación racional de datos. construir un gráfico XbarR de las medias y rangos de subgrupos por el tipo seleccionado de fuentes de variación (columna con factores) y el tamaño de los subgrupos usando la función construir límites de control para series individuales de subgrupos .
Resumen. Organizar datos en subgrupos
Si bien las tres formas de organizar estos datos en subgrupos son técnicamente correctas, en la práctica no son equivalentes. Diferentes organizaciones hacen diferentes preguntas sobre los datos y hacen diferentes suposiciones sobre los datos.
La primera forma de organizar los datos en subgrupos en las Figuras 7 y 8 prueba la coherencia de una cavidad a otra y busca diferencias entre relojes y ciclos.
La segunda forma de organizar los datos en subgrupos en las Figuras 9 y 10 prueba la coherencia de una ejecución a otra y busca diferencias entre relojes y entre cavidades. ¿Por qué esta organización es más sensible que la primera?
La tercera forma de organizar los datos en subgrupos en las Figuras 11 y 12 también prueba la coherencia entre ciclos y busca diferencias entre horas y entre cavidades, pero al colocar las cavidades en gráficos separados (Figura 12), es más fácil identificarlas. diferencias horarias y diarias en el proceso. De las tres formas de organizar estos datos, la tercera es la mejor.
Agrupación de datos inteligente
La clave para obtener respuestas a sus preguntas en un gráfico de medias y rangos de subgrupos es comprender cómo las dos partes del gráfico XbarR plantean preguntas diferentes. Usted controla las cuestiones mediante las cuales fuentes de variación coloca dentro de los subgrupos y qué fuentes de variación coloca entre subgrupos. Las cosas que pueden ser diferentes entre sí deben estar en subgrupos diferentes. Las cosas que pueden ser iguales deben estar en el mismo subgrupo.
Cuando colocamos, por ejemplo, dos mediciones juntas en el mismo subgrupo (n=2), concluimos que los dos valores se obtuvieron esencialmente en las mismas condiciones. Es este elemento de juicio el que hace que su subgrupo sea racional. Sin ese criterio, su subgrupo bien podría ser irracional.
Nunca debes agrupar deliberadamente cosas diferentes. Cada subgrupo debe ser lógicamente homogéneo. Si juntas manzanas, naranjas y plátanos, es posible que termines con una buena ensalada de frutas, pero terminarás con subconjuntos malos. Afortunadamente, el gráfico de alcance puede alertarte cuando agrupas sistemáticamente diferentes cosas en subgrupos. La Figura 15 muestra el gráfico de rango de la Figura 8. Allí teníamos las cuatro cavidades en cada subgrupo.

Arroz. 15. Mapa de rangos de subgrupos para el primer método de organizar datos en subgrupos.
La banda resaltada en la Figura 15 es la banda uno sigma. Esperamos que entre el 60 y el 75 por ciento de los valores del rango se encuentren dentro de este rango. Aquí obtenemos 36 de 40, que es el 90 por ciento dentro de un sigma de la línea central. Cuando los tramos de grupo abarcan la línea central, indica la presencia de subgrupos de cosas diferentes agrupadas. Un signo común de este fenómeno son 15 cambios consecutivos dentro de un sigma de la línea central del mapa de cambios. Si encuentra esto, verifique una posible estratificación dentro de los subgrupos. Para comprender cómo afecta la estratificación dentro de los subgrupos al mapa de medias, compare los límites de control del gráfico de medias en la Figura 8 (principalmente LCL=4 a UCL=15) con los de la Figura 10 (principalmente LCL=8 a UCL=11).
Minimizar la variación dentro de los subgrupos. Los niveles de ruido de fondo están determinados por las variaciones dentro de los subgrupos. Cualquier señal deberá buscarse en este contexto de ruido. Al minimizar la variación dentro de los subgrupos, se maximiza la sensibilidad del gráfico de control del comportamiento del proceso.
Maximizar la oportunidad de variación entre subgrupos. Esto requiere pensar en qué tipos de señales potenciales podrían surgir en su flujo de datos. Si desea comparar dos cosas, es necesario colocarlas en subgrupos diferentes. Si es posible que dos cosas sean diferentes, deberían pertenecer a subgrupos diferentes.
No entierre señales dentro de subgrupos. La agrupación es efectiva sólo en la medida en que los subgrupos permanezcan homogéneos. En muchas áreas de la estadística donde el objetivo es la estimación de parámetros, se prefieren grandes volúmenes de datos. Pero esto no se aplica a los gráficos XbarR de subgrupos de promedio y rango. Aumentar el tamaño de un subgrupo es una buena manera de romper la homogeneidad de los subgrupos. Dado que los cálculos asumen explícitamente la homogeneidad interna de los subgrupos, la homogeneidad lógica de los subgrupos es mucho más importante que el tamaño del subgrupo.
Respeta el contexto de tus datos. El contexto define la estructura de sus datos y es clave para descubrir causas específicas de variación cuando cambia su proceso. Incluso el orden de los subgrupos puede importar. Es por eso que usualmente usamos el orden temporal para el gráfico. Sin embargo, puede utilizar otros pedidos si tienen sentido en el contexto de los datos.
Pregunta de seguridad
¿Qué suposición implícita en las Figuras 8 y 10 era incorrecta?
Nuestro software “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” ya contiene un archivo Excel preparado con datos para este artículo.