Frecuencia efectiva de adquisición de datos para gráficos de control de Shewhart
Fuente: Artículo de Donald J. Wheeler, "¿Es usted racional con respecto a los gráficos de comportamiento de procesos y frecuencia de muestras?", Donald J. Wheeler, "¿Es usted racional con respecto a los gráficos de comportamiento de procesos y frecuencia de muestras?" www.qualitydigest.com
Traducción: Director Científico del Centro AQT Serguéi P. Grigoriev .
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
La clave para crear gráficos de comportamiento de procesos eficaces (gráficos de control de Shewhart) es el muestreo racional y la agregación racional de datos en subgrupos. Como sugiere la palabra "racional", debemos utilizar nuestro conocimiento del contexto para recopilar y organizar datos de modo que respondan las preguntas que nos interesan. Este artículo demostrará el papel que desempeña la frecuencia de adquisición en la creación de un gráfico XmR eficaz.
Uno de mis clientes tenía un sensor de temperatura en línea que podía tomar medidas en diferentes frecuencias. El ingeniero de procesos quería utilizar estos datos para crear gráficos de comportamiento del proceso (gráficos de control de Shewhart). Comenzó tomando mediciones de temperatura cada 128 segundos, lo que dio como resultado una velocidad de medición de 28 veces por hora. El gráfico XmR resultante se muestra en la Figura 1.
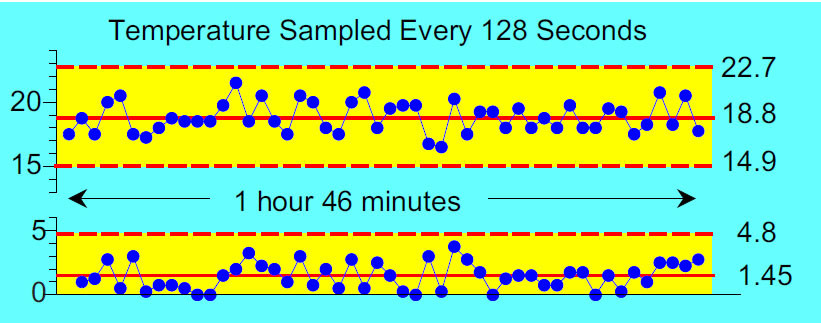
Figura 1. La temperatura se mide 28 veces por hora.
Este gráfico de control (Figura 1) muestra 50 lecturas consecutivas que cubren casi dos horas de producción. El proceso transcurre de forma predecible con una temperatura media de unos 19°C. Las temperaturas observadas oscilaron entre 16,5° y 21,6°, y los límites del proceso natural oscilaron entre 14,9° y 22,7°. Entonces, a menos que algo cambie, puede esperar que estas temperaturas de proceso oscilen entre 15° y 23° en el futuro.
Luego, el ingeniero de procesos midió la temperatura cada 64 segundos. El gráfico de control XmR resultante se muestra en la Figura 2.
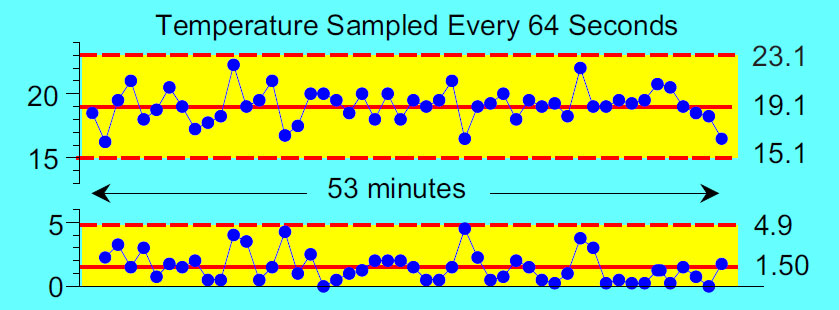
Figura 2. La temperatura se mide 56 veces por hora.
Estas 50 lecturas consecutivas (Figura 2) corresponden aproximadamente a una hora de producción. Nuevamente, el gráfico muestra un proceso predecible con un promedio de aproximadamente 19°. Las temperaturas observadas oscilan entre 16,2° y 22,3°. Los límites naturales del proceso de 15,1° a 23,1° indican lo mismo que en la Figura 1. A menos que algo cambie, este proceso puede variar de 15° a 23°, con un promedio de aproximadamente 19°.
Para su siguiente programa, el ingeniero de procesos midió la temperatura cada 32 segundos.
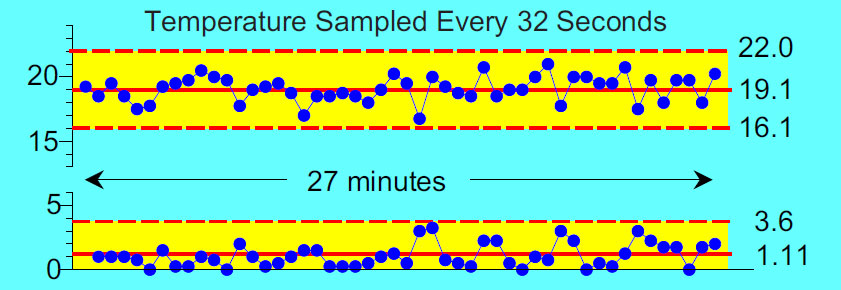
Figura 3. Mediciones de temperatura 112 veces por hora.
Cincuenta lecturas consecutivas (Figura 3) ahora abarcan un período de aproximadamente 27 minutos. Este gráfico muestra un proceso que funciona de manera predecible, con un promedio de aproximadamente 19°. Las temperaturas observadas oscilan entre 16,7° y 20,9°. Los límites del proceso natural de 16,1° a 22,0° son ligeramente más estrechos que antes, pero siguen siendo consistentes con los valores observados en los tres gráficos anteriores.
Al cambiar la frecuencia de muestreo a uno cada 16 segundos, se obtuvo el gráfico de la Figura 4.
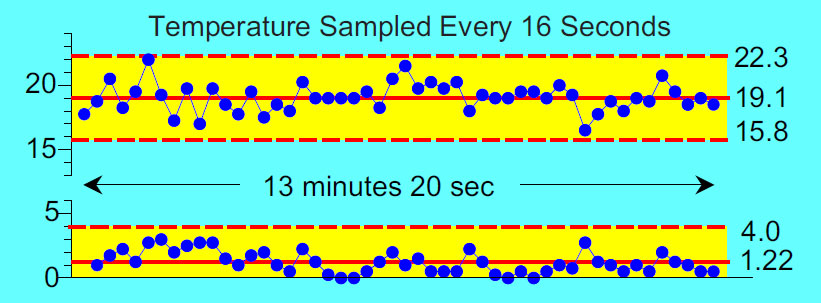
Figura 4. La temperatura se mide 225 veces por hora.
Ahora 50 lecturas consecutivas (Figura 4) cubren aproximadamente 13 minutos de operación del proceso. Como antes, vemos un proceso que funciona de manera predecible, con un valor promedio de aproximadamente 19°. Las temperaturas observadas oscilan entre 16,6° y 22,2°. Los límites naturales del proceso son de 15,8° a 22,3°.
Hasta este punto, los cuatro gráficos XmR de control de valores individuales básicamente contaban la misma historia, aunque los valores calculados eran ligeramente diferentes. Este proceso se desarrolló de manera predecible con una temperatura promedio de aproximadamente 19°C, mientras que las temperaturas variaron desde mínimas de aproximadamente 15° o 16° hasta máximas de aproximadamente 22° o 23°. Esta es la voz del proceso. Esto es lo que se puede esperar de este proceso hasta que cambie de alguna manera fundamental.
A continuación, el tecnólogo cambió la frecuencia de recopilación de datos a una vez cada 8 segundos. El diagrama resultante se muestra en la Figura 5.
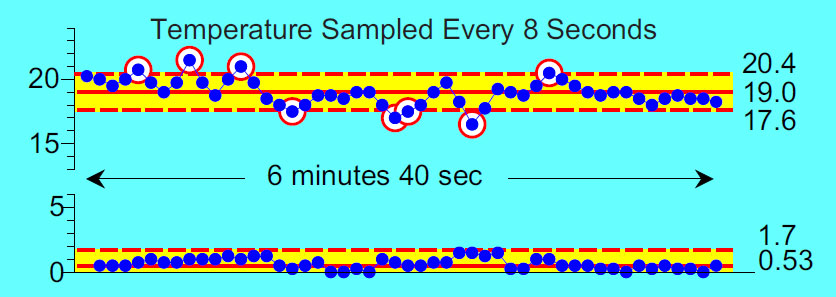
Figura 5. La temperatura se mide 450 veces por hora.
Si bien el proceso todavía tiene un promedio de alrededor de 19° y las temperaturas observadas aún varían de 16,6° a 21,0°, ahora encontramos ocho puntos fuera de los límites calculados de 17,6° a 20,4°. Tener el 16 por ciento de los puntos en el gráfico X afuera no es lo que esperaríamos ver en un proceso predecible.
A continuación, la frecuencia de muestreo se configuró en una vez cada cuatro segundos, lo que dio como resultado el gráfico de la Figura 6.
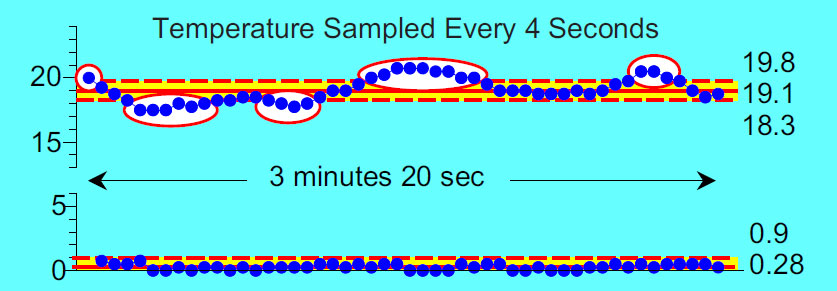
Figura 6. La temperatura se mide 900 veces por hora.
Nuestros 50 puntos de datos (Figura 6) ahora abarcan menos de cuatro minutos. Las temperaturas observadas oscilaron entre 17,5° y 20,8°, con un promedio de alrededor de 19°, pero 23 de los 50 valores estaban fuera del rango calculado de 18,3° a 19,8°.
Entonces, ¿qué está pasando? ¡Cuanto más corta hagamos la ventana del proceso, más impredecible parece!
Muestreo racional
Para los gráficos de control XmR, los requisitos de muestreo racional se pueden expresar en dos declaraciones. En primer lugar, los valores individuales sucesivos deben ser lógicamente comparables; y en segundo lugar, las diferencias entre valores sucesivos deben reflejar lógicamente cambios en el proceso en curso; por eso hablamos de muestreo racional. Es un muestreo racional que permite que el gráfico de control revele tanto el potencial del proceso como su desempeño. Sin un muestreo racional, nuestros cálculos no tendrán asidero y los datos no servirán como palanca para comprender el proceso.
En los ejemplos anteriores, comparamos temperaturas sucesivas recopiladas de un solo punto a lo largo del tiempo. Entonces, los valores sucesivos son lógicamente comparables y se cumple el primer requisito.
Respecto al segundo requisito, vemos que los dos primeros gráficos de control tienen rangos de movimiento promedio de 1,45° y 1,50° (gráficos mR). Ambos gráficos estiman que la voz del proceso es de aproximadamente 19° ± 4° (mapas X). En los dos gráficos de control siguientes, los rangos de deslizamiento promedio son 1,11° y 1,22°, y se estima que la voz del proceso es aproximadamente 19° ± 3,4°. Así, los primeros cuatro gráficos cuentan esencialmente la misma historia, y los intervalos de 16 a 128 segundos entre observaciones son suficientes para que las diferencias sucesivas capturen las variaciones normales inherentes al proceso. La similitud de estos cuatro gráficos muestra la confiabilidad del método para construir gráficos de comportamiento de procesos (gráficos de control de Shewhart). No tenemos que hacer todo exactamente bien todo el tiempo para caracterizar el comportamiento de un proceso.
En los dos últimos gráficos, con intervalos de ocho y cuatro segundos, las diferencias sucesivas no reflejan cambios en el proceso en curso. No hay suficiente tiempo entre lecturas sucesivas. Como resultado, los rangos de movimiento son limitados, los rangos de movimiento promedio se subestiman y los límites del mapa X son demasiado estrechos para describir la variación natural del proceso.
Por lo tanto, cuando se toman muestras de lecturas en línea para gráficos de comportamiento de procesos, una tasa de muestreo demasiado alta puede generar limitaciones que no reflejan ni el potencial ni el rendimiento del proceso. Las diferencias truncadas entre lecturas sucesivas reducirán el rango de la media móvil y, como resultado, estrecharán artificialmente los límites del mapa X. Este es uno de los dos modos de falla conocidos en los que los cálculos de la tarjeta de referencia XmR dan como resultado una cantidad excesiva de falsos positivos.
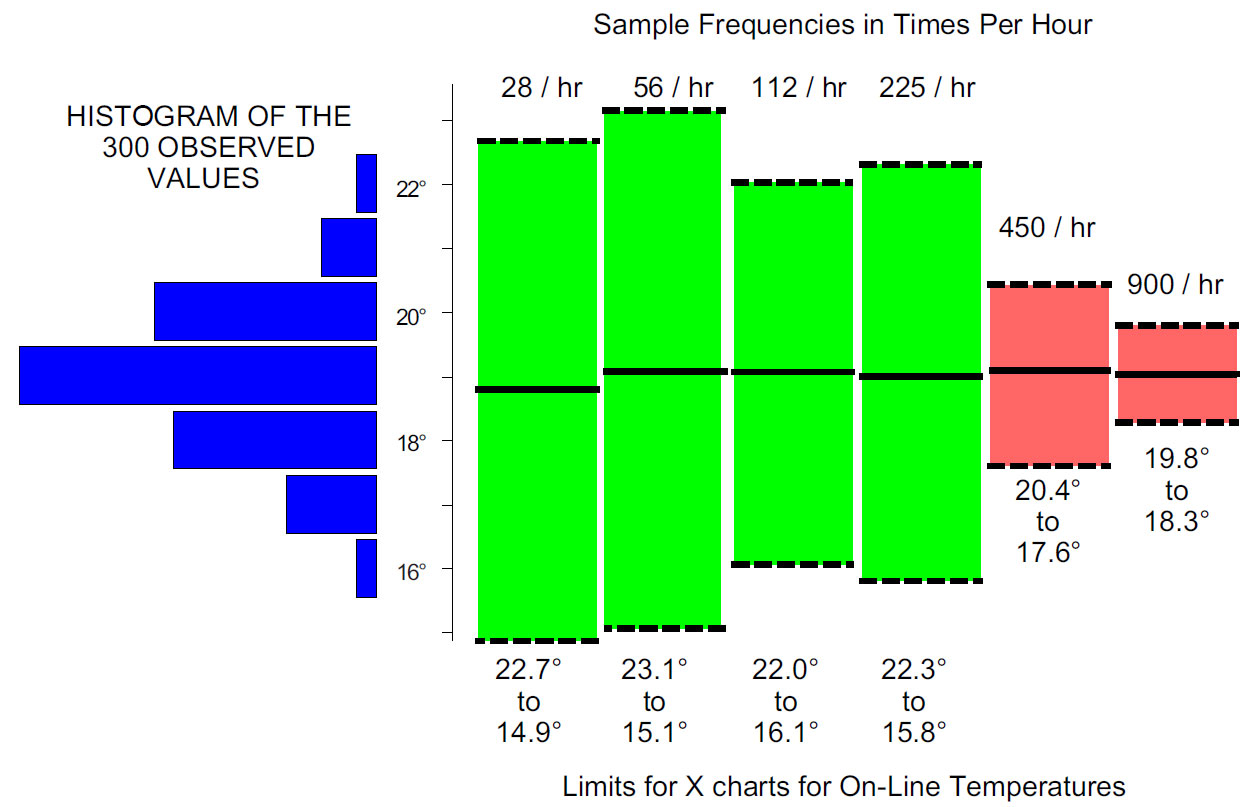
Figura 7. Efecto de la frecuencia de muestreo de las mediciones en los límites de control (límites) del gráfico de Shewhart.
Los primeros cuatro conjuntos de restricciones (Figura 7) describen bastante bien los datos de los seis gráficos. Los dos últimos conjuntos de restricciones son completamente inviables.
Entonces, ¿cómo se puede evitar este problema? Tienes que pensar en tu proceso y comprender qué tan rápido cambia. Al determinar la frecuencia adecuada de recopilación de datos, puede hacer lo que hizo el ingeniero de procesos aquí y probar diferentes frecuencias para ver cómo cambia la historia contada por los gráficos de control. Como se muestra en los primeros cuatro gráficos, cuando los rangos móviles capturan el cambio en el proceso, los límites se estabilizan efectivamente y los gráficos comienzan a mostrar el mismo patrón. Pero cuando la frecuencia de recopilación de datos es demasiado alta, los límites comienzan a reducirse.
Procesos impredecibles
Cuando se toman muestras de lecturas en línea de un proceso impredecible, es posible hacer que el proceso sea más predecible mediante un muestreo demasiado bajo. Una vez más, se requiere juicio con comprensión del contexto. Normalmente, habrá una región entre frecuencias demasiado bajas y frecuencias demasiado altas, donde diferentes frecuencias de adquisición darán como resultado las mismas limitaciones. Estas serán frecuencias de muestreo donde las gráficas de control describirán tanto el potencial del proceso como su desempeño.
Dos tipos de acciones
Pero ¿qué pasa si entre 15° y 23° es demasiada variación para el proceso descrito anteriormente? Si 19° ± 4° no es satisfactorio, entonces será necesario cambiar fundamentalmente este proceso predecible de alguna manera. Distorsionar las cosas ajustando artificialmente los límites del gráfico de comportamiento del proceso (gráfico de control de Shewhart) aumentando la frecuencia de muestreo no ayudará.
El propósito de un gráfico de comportamiento de proceso es caracterizar el comportamiento de un proceso para que se puedan tomar las acciones apropiadas cuando sea necesario. Y hay dos cursos de acción fundamentalmente diferentes que se pueden tomar para reducir la variación.
Para un proceso impredecible, la acción adecuada es identificar las causas especiales de variaciones excepcionales para que puedan controlarse en el futuro. A medida que se identifiquen y controlen estas causas especiales, la variación del proceso se reducirá significativamente.
Para un proceso predecible que todavía tiene demasiada variación, la acción adecuada es la reingeniería del proceso. Buscar causas atribuidas (especiales) inexistentes sería una pérdida de tiempo y esfuerzo.
Para saber qué tipo de acción es apropiada, primero es necesario construir un gráfico de comportamiento del proceso (gráfico de control Shewhart XmR) que refleje tanto el potencial del proceso como su desempeño. Esto requiere un muestreo racional.
La última sección, "Dos tipos de acciones", en el artículo de Donald Wheeler sobre errores de tipo I y tipo II. Mirar definición de este tipo de errores, dado por Edwards Deming.
"SPC es una forma de pensar con algunas herramientas adicionales. Aprenda una forma de pensamiento estadístico y las herramientas cobrarán vida".