La naturaleza de la variabilidad (variaciones, variabilidad) es la base del pensamiento estadístico que es diferente del pensamiento en términos de tolerancias.
Esta sección del sitio está dedicada a explicar la necesidad de comprender la naturaleza de la variabilidad para gestionar cualquier sistema (social, empresarial, industrial y técnico), porque vivimos en un mundo lleno de variabilidad. No se puede subestimar la importancia de comprender las leyes de la variabilidad para mejorar la calidad y aumentar la eficiencia de la producción y los servicios; Este conocimiento es tan importante como comprender las leyes de la aerodinámica si estás diseñando aviones.
Material elaborado por: Director Científico del Centro AQT Serguéi P. Grigoriev .
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
Variabilidad – variabilidad, diversidad, dispersión o medida de desviación del “óptimo”. El cambio en sí se llama variación o variante.
“El problema fundamental en la gestión, el liderazgo y la producción, como lo ha formulado mi amigo Lloyd Nelson y como lo hemos subrayado muchas veces, es la falta de comprensión e interpretación de la naturaleza de la variación.
Los esfuerzos y prácticas para mejorar la calidad y la productividad en la mayoría de las empresas y agencias gubernamentales están fragmentados, sin un liderazgo general competente ni un sistema cohesivo de mejora continua.
Todo el mundo, independientemente de su puesto, necesita formación y desarrollo. En una atmósfera de esfuerzos fragmentados, las personas se mueven cada una en su propia dirección, incapaces de aportar mayores beneficios a la empresa y mucho menos desarrollarse”.
Es importante comprender la naturaleza de la variabilidad antes de realizar cambios en el sistema o los procesos comerciales de una empresa por las siguientes razones:
“En primer lugar, si el resultado de un proceso está determinado por la influencia de causas especiales, entonces su comportamiento cambia de manera impredecible y, por lo tanto, es imposible evaluar el efecto de los cambios en el diseño, la capacitación, las políticas de adquisición de componentes, etc., que podrían ser introducido por la dirección en este proceso (o en el sistema que contiene este proceso) con el fin de mejorarlo. Mientras el proceso se encuentre en un estado incontrolado, nadie puede predecir sus capacidades".
"En segundo lugar, cuando se han eliminado las causas especiales de modo que sólo quedan las causas generales de variación, entonces las mejoras pueden depender de acciones de control. Dado que en este caso las variaciones observadas del sistema están determinadas por la manera en que los procesos y el sistema fueron diseñado y construido, entonces sólo el personal directivo, los altos directivos tienen la autoridad para cambiar el sistema y los procesos".
"Bueno, ¿cuál es la diferencia? ¿Y qué nos aporta esto? Sí, ¡todo lo que separa el éxito del fracaso! En tercer lugar, llegamos a un problema si (en la práctica) no distinguimos un tipo de variabilidad de otro y actuamos sin comprenderlo. No sólo no mejoraremos las cosas, sino que sin duda empeoraremos la situación. Está claro que esto será así y seguirá siendo un misterio para quienes no comprenden la naturaleza de la variabilidad (variaciones).
Estado del proceso controlado estadísticamente (estable)

Figura 1. [4] Demostración de la distribución de datos y el correspondiente control XbarR-card (XR-card) de medias de Shewhart y rangos de subgrupos para un proceso predecible (controlado estadísticamente). Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
Los cuatro puntos en el área de cada histograma (curvas en forma de campana) en la Figura 1 son valores individuales y representan un subgrupo de datos de tamaño n=4. Los puntos en el gráfico de control de barra X media (gráfico superior) representan las medias de cada subgrupo de puntos de los histogramas correspondientes. Los puntos en el gráfico R del rango de subgrupo (gráfico inferior) representan el rango de subgrupo (la diferencia entre el valor máximo y mínimo en cada subgrupo). Todos los puntos en los gráficos del gráfico de control XbarR se colocan de izquierda a derecha a medida que se forman los valores con el tiempo.

Figura 2. Demostración de la distribución de datos para un proceso predecible (controlado estadísticamente). Como ejemplo, se muestran las zonas del clásico campo de tolerancia de dos lados: la zona verde es el campo de tolerancia, las zonas rojas están fuera del campo de tolerancia. El tamaño del campo de tolerancia se elige condicionalmente.
Cuando los gráficos de control generados para el resultado del proceso analizado muestran un estado estadísticamente estable, entonces es altamente indeseable intervenir en el proceso para hacer frente a cada salto hacia arriba y hacia abajo que llama la atención.
Vídeo 1. El experimento del tablero de Galton demuestra el fenómeno de la variabilidad en un proceso controlado estadísticamente en un sistema cerrado en condiciones ideales.
Esencialmente, todos los puntos entre los límites de control de un proceso estable son homogéneos. Intentar calcular los peores valores en este caso sólo producirá suposiciones falsas y una vez más perderá su valioso tiempo de trabajo.
Vídeo 2. Experimento del tablero de Galton que explica el papel de la variabilidad utilizando el ejemplo de un proceso estadísticamente controlado (estable) que opera más allá de la zona de tolerancia. LSL (límite de especificación inferior): límite inferior del campo de tolerancia, USL (límite de especificación superior): límite superior del campo de tolerancia. El tamaño del campo de tolerancia se elige condicionalmente.
Al igual que las bolas en el experimento del tablero de Galton, la distribución de densidad de los valores controlados en un sistema estable se distribuye aleatoriamente alrededor de la línea central (línea media) del proceso. Todas las “bolas” caen en uno u otro “bolsillo” por pura casualidad. Te guste o no, habrá bolas en las troneras de la izquierda, en el centro y en la derecha, y el número de bolas en las troneras corresponderá regla de distribución empírica valores en un sistema estable.
"Dos números cualesquiera que no sean iguales se consideran diferentes. Desafortunadamente, esto es cierto cuando se trata de aritmética, pero no es cierto cuando se trata de interpretar datos. En este mundo, dos números diferentes bien pueden representar la misma cosa. "
Por ejemplo, cuando el proceso se encuentra en un estado controlado estadísticamente, no tiene sentido práctico analizar cada caso de productos que quedan fuera de los límites de tolerancia (especificación), ya que en este caso los productos defectuosos y de alta calidad son productos homogéneos de carácter estable. proceso. Con el mismo éxito (sin éxito) se pueden analizar productos que se encuentran dentro de los límites de tolerancia. Esta práctica errónea se ve en todas partes:
"En todos los casos de defectos, se solicita una investigación. Un ingeniero de calidad descubre la causa raíz del defecto. En la mayoría de los casos, un alto nivel de calidad se logra mediante cambios constantes en el proceso técnico."
Una vez más se confirma lo dicho por Deming:
"No hay sustituto para el conocimiento. Pero la perspectiva de utilizar el conocimiento es aterradora".
Estado del proceso controlado estadísticamente, lo mejor que es capaz de hacer en las condiciones actuales. En este caso, el conocimiento sobre el comportamiento pasado del proceso proporciona bases para predecir su comportamiento futuro mientras se encuentra en un estado estadísticamente estable.
Para mejorar (reducir la variabilidad y acercar la posición del promedio a lo nominal) los procesos estables, son necesarios cambios sistémicos. Estos cambios, si tienen un efecto significativo, serán fáciles de seguir mediante gráficos de control.
Establecer un objetivo numérico específico por encima o por debajo de los límites de control (VKG, НКГ) para procesos predecibles (controlables) tiene aún menos sentido. El proceso es, por definición, predecible. Bajo la influencia de razones generales (sistémicas, aleatorias), el proceso producirá aleatoriamente puntos homogéneos por encima y por debajo de la línea central (CL) de acuerdo con la regla empírica de densidad de distribución (que se explicará más adelante). Los nuevos puntos de un proceso estable encajarán en los límites de control calculados (VKG, НКГ) con cada vez menos influencia en el valor aritmético de la línea central.

Figura 3. Un objetivo numérico para un proceso estable no tiene sentido. Gráfico de control de Shewhart para un proceso controlado estadísticamente (estable). Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
Una herramienta de gestión de mejora de procesos inigualable son los gráficos de control de Shewhart. Los límites de control de los gráficos de Shewhart sirven como definición operacional minimizar las pérdidas por cometer errores de primer y segundo tipo , son la voz de sus procesos y también le permiten rastrear objetivamente cambios reales en los procesos, tanto para mejor como para peor.
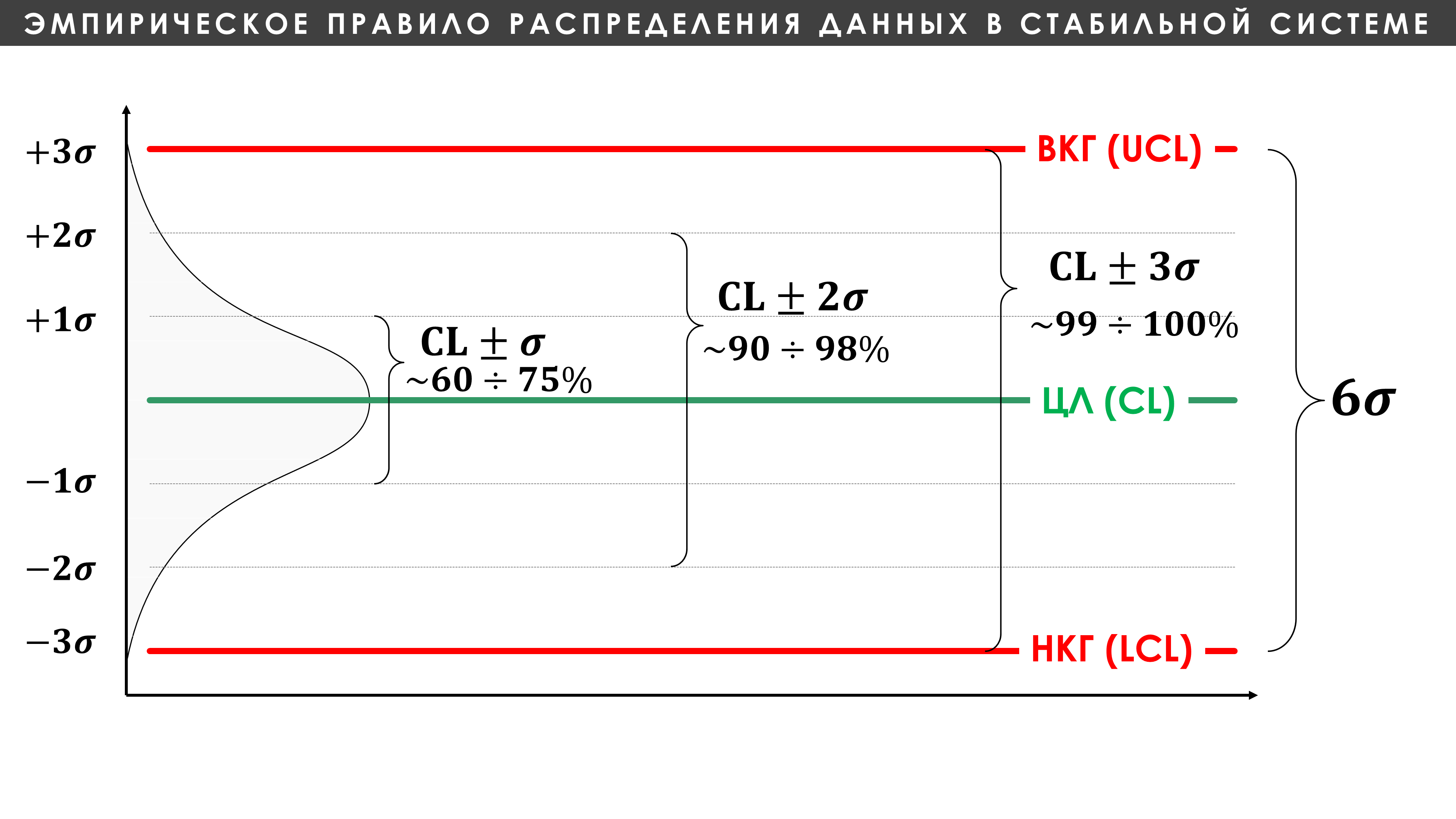
Figura 4. Regla general para la distribución de datos en un sistema estable. Gráfico de control de Shewhart. Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
"La regla general nos proporciona una forma útil de describir datos utilizando una medida de posición y una medida de dispersión. Si se nos da un conjunto homogéneo de datos, entonces:
1) aproximadamente entre el 60% y el 75% de los datos están dentro de una unidad sigma a cada lado de la media;
2) aproximadamente del 90 al 98% de los datos se encuentran dentro de dos unidades sigma de la media;
3) aproximadamente entre el 99% y el 100% de los datos no están a más de tres unidades sigma del promedio.
La unidad sigma (σ) es una medida de la escala de los datos. Las estadísticas generales de dispersión se pueden convertir a unidades (σ) utilizando fórmulas publicadas*."
* Fórmulas para calcular unidades σ, ver [11.1] GOST R 50779.42-99 (ISO 8258-91) - Nota Sergey P. Grigoryev
Vídeo 3. Regla general para la distribución de valores en un sistema estable. Gráfico de control de Shewhart para el experimento del tablero de Galton. Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
El vídeo 3 con la regla general para la distribución de valores en un sistema estable demuestra la falta de significado científico y práctico en la afirmación de que los límites [+/- 2σ] son límites de advertencia. En cualquier caso, una pequeña parte de valores homogéneos debería estar fuera de estos límites de un proceso estable. Y las señales reales son los puntos en el gráfico de control de Shewhart determinados de acuerdo con Criterios zonales de Western Electric .
Además, [4] Donald Wheeler, en Control estadístico de procesos: optimización empresarial utilizando gráficos de control de Shewhart, demuestra seis distribuciones de datos teóricas y, para todas las distribuciones, los límites [+/- 2σ] no son perjudiciales. Para una distribución uniforme, estos podrían ser los límites de acción, y para aquellos que quedan fuera de la distribución normal, solo el límite [- 2σ] podría ser el límite de acción inferior (límite de control inferior, LCL), pero en el mundo real nunca lo sabemos. el verdadero modelo (forma) de la distribución del parámetro analizado. Vea la imagen a continuación.

Figura 5. Seis distribuciones de datos teóricas con flechas que indican límites [+/- 2σ].
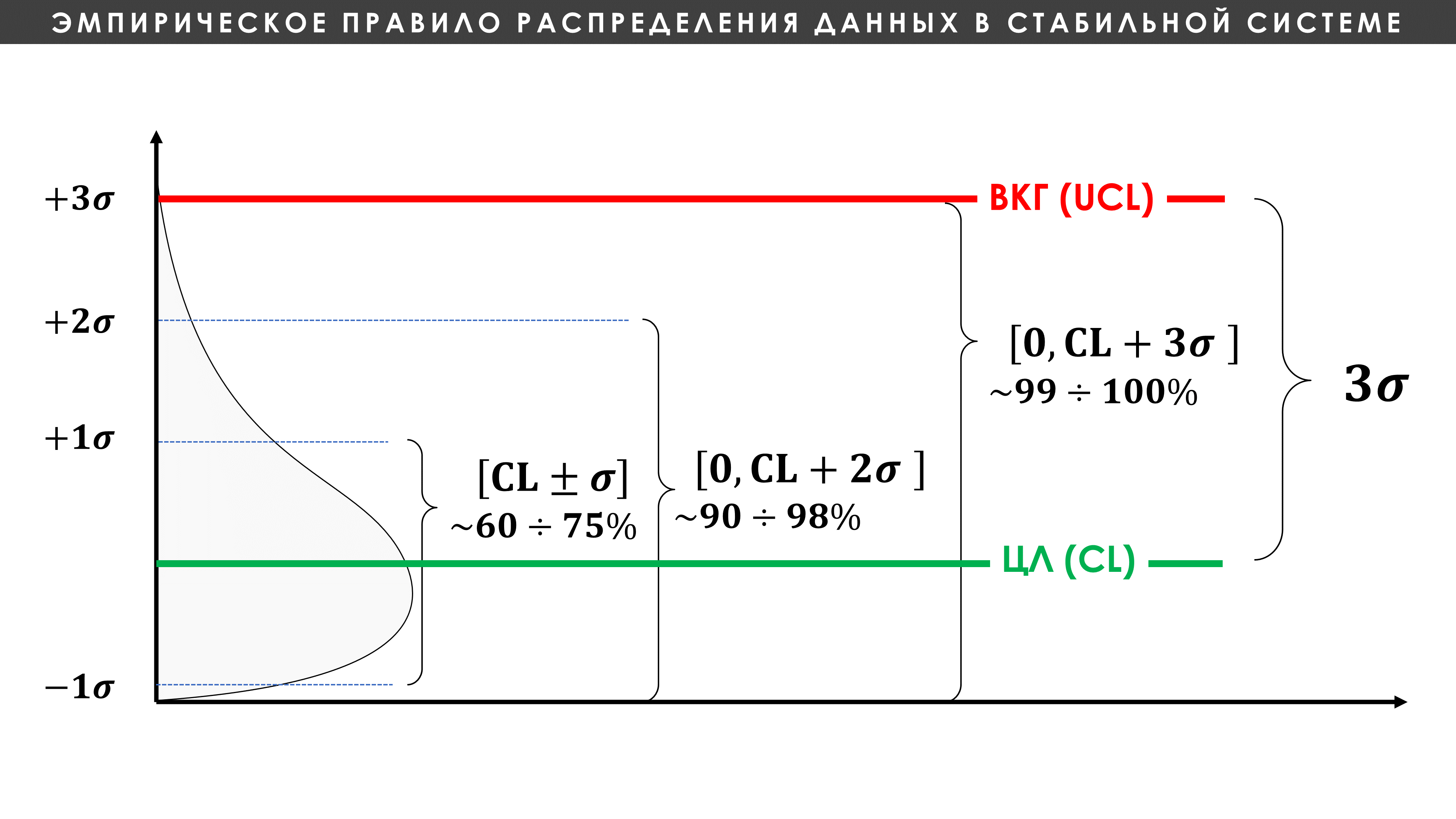
Figura 6. Un ejemplo de un caso especial de aplicación de una regla empírica para la distribución de datos en un sistema estable para un proceso con un límite de control. Gráfico de control de Shewhart. La línea roja es la superior (límite de control superior, UCL, ВКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
"Kanban, o justo a tiempo, es una consecuencia natural de lograr un estado de control estadístico de las medidas de calidad del producto, lo que a su vez conduce a lograr un control estadístico de la velocidad del proceso de producción".
Los límites de control de procesos “no saben nada” acerca de los límites de tolerancia (requisitos de especificación) con respecto a los cuales se determinan los defectos del producto. Los defectos del producto están determinados por límites de tolerancia o especificaciones establecidos artificialmente. Si lleva los límites de las especificaciones más allá de los límites de control de un proceso controlado estadísticamente, obtendrá "cero defectos" o "fabricación libre de defectos". Había "cero defectos", acerque los límites de las especificaciones colocándolos dentro de los límites de control del gráfico de Shewhart; aquí tiene "defectos" garantizados, cuyo número probable puede predecirse fácilmente mediante la regla empírica de distribución de datos en un sistema estable.
En el artículo se presentan qué acciones no se deben tomar y qué acciones realmente se deben tomar en relación con el proceso que produce productos defectuosos: Formas correctas e incorrectas de utilizar los campos de tolerancia. ¿Deberíamos clasificar los productos según márgenes de tolerancia para defectuosos y no defectuosos, o deberíamos intentar personalizar el proceso? .
“Cumplir con las tolerancias no es suficiente.
Además, no hay forma de saber si se mantendrán las tolerancias a menos que el proceso se encuentre en un estado de control estadístico. Hasta que no se identifiquen y descarten causas especiales (al menos las que han aparecido hasta ahora), nadie puede predecir lo que producirá el proceso en la próxima hora.
Depender de la inspección (la única alternativa) es peligroso y costoso. Su proceso puede funcionar bien por la mañana y producir elementos fuera de tolerancia por la tarde.
Las tolerancias calculadas no son límites que determinan cómo proceder. De hecho, se producen grandes pérdidas cuando el proceso se ajusta constantemente de una forma u otra para cumplir con las tolerancias".
Estado de proceso estadísticamente incontrolable (impredecible)

Figura 7. [4] Demostración de la distribución de datos y el correspondiente gráfico XbarR de control (mapa XR) de medias y rangos de subgrupos para un proceso variable en el tiempo que se encuentra en un estado estadísticamente incontrolable (proceso inestable). Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
Los cuatro puntos en el área de cada histograma (curvas en forma de campana) en la Figura 5 son valores individuales y representan un subgrupo de datos de tamaño n=4. Los puntos en el gráfico de control de barra X media (gráfico superior) representan las medias de cada subgrupo de puntos de los histogramas correspondientes. Los puntos en el gráfico R del rango de subgrupo (gráfico inferior) representan el rango de subgrupo (la diferencia entre el valor máximo y mínimo en cada subgrupo). Todos los puntos en los gráficos del gráfico de control XbarR se colocan de izquierda a derecha a medida que se forman los valores con el tiempo.

Figura 8. Demostración de la distribución de datos para un proceso impredecible (estadísticamente incontrolable). Como ejemplo, se muestran las zonas del clásico campo de tolerancia de dos lados: la zona verde es el campo de tolerancia, las zonas rojas están fuera del campo de tolerancia. El tamaño del campo de tolerancia se elige condicionalmente.
Vídeo 4. Experimento del tablero de Galton que explica el papel de la variabilidad utilizando el ejemplo de un proceso estadísticamente incontrolable que cambia periódicamente su posición con respecto a la zona de tolerancia. LSL (límite de especificación inferior): límite inferior del campo de tolerancia, USL (límite de especificación superior): límite superior del campo de tolerancia. El tamaño del campo de tolerancia se elige condicionalmente.
Un estado de proceso estadísticamente inestable (impredecible, incontrolable, inestable) se puede identificar utilizando gráficos de control de Shewhart. Este es el peor estado para cualquier proceso.
Cuando los gráficos de control muestran signos de inestabilidad del proceso, sólo entonces se requiere una intervención inmediata en el proceso para identificar y corregir las causas específicas de la inestabilidad.
"Si un sistema no está en un estado de control estadístico, es difícil medir el efecto del cambio. Más precisamente, si no hay control, sólo se notarán resultados catastróficos".
Es probable que los cambios en el sistema realizados en un proceso no controlado sean de poco beneficio para la mejora del proceso y no serán económicamente viables. Además, si el proceso en el que se planean realizar cambios para mejorarlo se encuentra en un estado estadísticamente incontrolable, no será posible medir de manera confiable el efecto de dichos cambios.
En primer lugar, será necesario llevar el proceso a un estado estadísticamente estable, lo que en sí mismo siempre produce un efecto económico significativo y no requiere gastos adicionales.
Establecer una meta numérica específica para un proceso impredecible se parece más a una blasfemia.

Figura 9. Una meta numérica para un proceso impredecible es como leer hojas de té. Gráfico de control de Shewhart para un proceso estadísticamente incontrolable (inestable).
Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea central (CL) - valor promedio, 𝝈 - medida de dispersión de datos (valor calculado inherente a un proceso único específico).
Literatura:
- [11] GOST R ISO 7870-1-2011 (ISO 7870-1:2007), GOST R ISO 7870-2-2015 (ISO 7870-2:2013) - Métodos estadísticos. Gráficos de control de Shewhart. Descargar PDF) 7870-1 , 7870-2 .
- [11.1] GOST R 50779.42-99 (ISO 8258-91) Métodos estadísticos. Gráficos de control de Shewhart (versión anterior a la publicación de GOST 7870-1, 7870-2): nosotros en DEMING.PRO preferimos esta versión. Descargar PDF) 50779.42-99 .
- [12] GOST 51814.3-2001 – Sistemas de calidad en la industria automotriz. Métodos de control estadístico de procesos. Descargar PDF) 51814.3 .
Artículo: Reglas para determinar la falta de controlabilidad mediante gráficos de control. .
El breve vídeo a continuación proporciona una hoja de ruta para un método rentable para mejorar un proceso hasta el punto en que el proceso funcione tan estrictamente dentro de las tolerancias especificadas que no produzca ningún producto defectuoso. Este objetivo del proceso neutraliza fácilmente la incertidumbre de los valores medidos debido al error del sistema de medición, que a su vez debe estar en un estado estable, ya que no habrá valores límite colocados en los límites de tolerancia.
El material sobre valores límite se presenta en el artículo: ¿El producto que cumple con las especificaciones (aprobación) realmente cumple con las especificaciones? ¿Los productos defectuosos son realmente defectuosos? .
Vídeo 5. ¿Qué hay que hacer para mejorar los procesos?
Símbolos de elementos en el video: НГД y ВГД - límites de tolerancia inferior y superior, respectivamente (Eng, LSL y USL); m0 - campo de tolerancia nominal; НГП y ВГП: límites naturales inferior y superior del proceso (inglés LNPL y UNPL); CL - línea central del proceso (promedio del proceso).
Ver la descripción Funciones de pérdida de calidad de Taguchi , donación definición operacional calidad de clase mundial.
"¡El concepto de 'ajustar el objetivo con una variación mínima' ha definido la calidad de clase mundial durante los últimos treinta años! ¡Y cuanto antes hagas de este principio la regla de tu vida, más rápido te volverás competitivo!"
Muchas empresas han entendido y adoptado el concepto de calidad de clase mundial tal como lo formalizó sucintamente Donald Wheeler; aquí hay algunos ejemplos:
Figura 10. Coche de carreras Renault F-1.
“Terminamos trabajando con fluidos de viscosidad ultrabaja, muy inferior a cualquier otro producto que el equipo Renault F1 hubiera utilizado antes, combinados con tecnología inteligente en los sistemas de aditivos. Al actualizar su sistema de rodamientos a tolerancias más estrictas, pudieron reducir la fricción a un nivel en el que el motor podía ir un poco más lejos y funcionar un poco más".
¡Nota!
Para que Castrol pudiera utilizar grasa de viscosidad ultrabaja, el fabricante de rodamientos tuvo que lograr una producción de rodamientos con una tolerancia más baja (debido a la retención de grasa de viscosidad ultrabaja en el rodamiento). Esto confirma una vez más que sólo se puede lograr una innovación significativa mediante la cooperación de todas las partes involucradas, como lo recuerda constantemente Edwards Deming, hablando de la necesidad de ampliar los límites del sistema para optimizarlo mejor.
Diagnosticar cambios reales en el proceso.
A continuación se muestra una película sobre un método para diagnosticar rápidamente cambios en un proceso (sistema), tanto positivos como negativos, utilizando la tabla de control de Shewhart.
Video 6. Un método para diagnosticar rápidamente cambios en un proceso utilizando gráficos de control de Shewhart. Las líneas rojas, respectivamente, son los límites de control superior (límite de control superior, UCL, ВКГ) e inferior (límite de control inferior, LCL, НКГ). Línea verde - Línea Central (CL, ЦЛ) - valor medio.
Ver descripción de experimentos. "embudo y objetivo" Y "cuentas rojas" - Excelentes demostraciones de la naturaleza de la variación y prácticas de gestión comunes.