Distorsión de los datos de control de calidad del producto mediante sustitución de valores que no se ajustan al rango de tolerancia. ¡Elimina el sistema de control basado en el miedo!
Material elaborado por: Director Científico del Centro AQT Serguéi P. Grigoriev .
El libre acceso a los artículos no disminuye en modo alguno el valor de los materiales contenidos en ellos.
En una empresa que fabrica productos mediante prensado termovacío, se seleccionan subgrupos sucesivos de cinco piezas para su inspección cinco veces al día. Un molde tiene una sola forma (cada ciclo de prensa produce una pieza). Según los resultados de la medición de una característica clave de calidad, los inspectores registran sólo los valores mínimo y máximo. El rango de tolerancia para esta pieza es 18,19 - 18,27 mm. El dispositivo de medición permitió registrar valores de medición con una precisión de hasta el tercer decimal (hasta milésimas), pero al registrar todos los datos se redondearon a centésimas.
Los inspectores deben realizar registros de todos los productos inspeccionados en un subgrupo de cinco productos (n=5) y construir un gráfico XbarR de los promedios y rangos de los subgrupos, pero registrar los valores mínimo y máximo en el subgrupo (2 de 5), esto es todo lo que había al momento de contactarnos.
Lo primero que debe hacer al analizar cualquier dato es construir un gráfico simple del progreso del proceso en base a él, como nos recuerda constantemente Donald Wheeler, el autor del libro. Control del Proceso Estadístico. Optimización empresarial mediante gráficos de control de Shewhart .
Utilizando los datos proporcionados, construimos un gráfico XmR de control de valores individuales con un histograma de distribución y un diagrama de dispersión, y obtuvimos gráficos que se parecían exactamente (Figura 1).
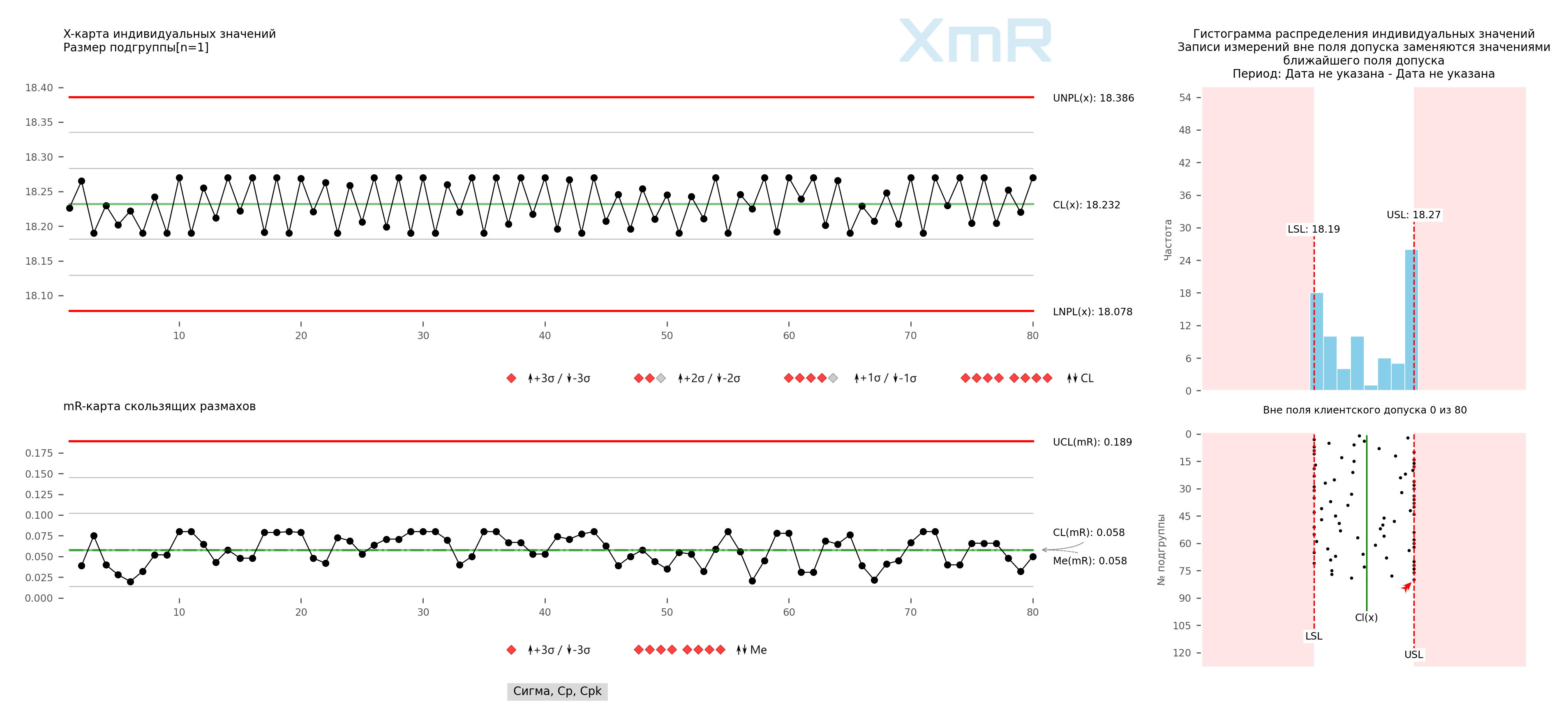
Figura 1. Gráfico de control XmR de valores individuales con histograma y diagrama de dispersión. Leyenda: UNPL - límite superior de control natural del proceso, LNPL - límite inferior de control natural del proceso, CL - línea central (promedio). LSL - límite de tolerancia inferior, NSL - campo de tolerancia nominal y USL - límite de tolerancia superior. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
El gráfico XmR de control de valores individuales demuestra un comportamiento extraño del proceso; casi todos los puntos estaban en la zona sigma +/-1 de la línea central CL(x), lo cual en nuestro caso es bastante comprensible, porque el ancho de los límites de control del gráfico XmR está determinado por el valor promedio de todos los puntos en movimiento. oscila entre los valores de dos puntos, que representan valores mínimos y máximos alternos de los subgrupos.
El histograma y el diagrama de dispersión de la distribución de valores individuales mostraron claramente una mayor claridad de lo que está sucediendo realmente (Figura 1).
¿Qué no ves en el histograma (Figura 1)?
Durante la Segunda Guerra Mundial, el mando de las Fuerzas Aéreas estadounidense y británica encargó a Abraham Wald, que trabajaba en el programa secreto del Statistical Research Group (SRG) de EE. UU., que averiguara qué partes del fuselaje del avión debían protegerse con protecciones adicionales. armadura. Los militares propusieron instalar protección adicional en aquellas partes del avión que más sufrían durante los combates aéreos. Wald estudió los aviones que regresaban de misiones de combate y anotó los lugares de los impactos. Por ello recomendó instalar protección adicional en aquellas zonas (parte central y trasera del fuselaje) donde, por el contrario, el número de agujeros es mínimo. La recomendación se basó en la conclusión de que era necesario protegerse contra impactos que Wald no vio: los aviones que los recibieron simplemente no regresaron. Posteriormente, las decisiones tomadas basándose únicamente en el análisis de datos conocidos se denominaron “sesgo de supervivencia”.
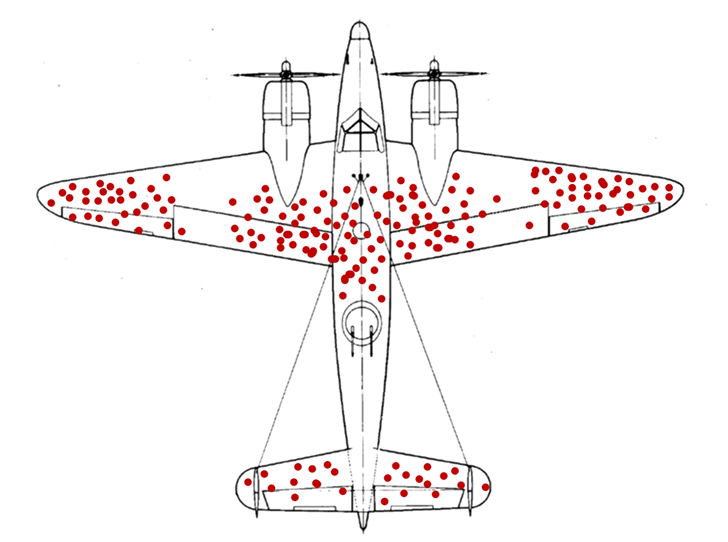
Figura 2. "Avión". Abraham Wald. Sesgo de supervivencia.
Si el fallo de las columnas del histograma en el centro del campo de tolerancia (Figura 1) puede explicarse por la ausencia de registros de 3 de 5 valores en el subgrupo controlado, entonces, ¿cómo podemos explicar la ausencia casi total de puntos fuera de los límites de tolerancia, a pesar de que las columnas más altas del histograma se encuentran en los límites de tolerancia? La ausencia de datos fuera de los límites de tolerancia puede indicar que dichos datos no están registrados en los registros, mientras que la acumulación de puntos en los límites de tolerancia indica la sustitución de dichos valores "malos" por otros aceptables. Por ejemplo, si el valor mínimo en un subgrupo es menor que el límite de tolerancia inferior, los controladores registran el valor del límite de tolerancia inferior, si el valor máximo en el subgrupo es mayor que el límite de tolerancia superior, los controladores registran el valor del límite superior límite de tolerancia.
Entre otras cosas, el diagrama de dispersión determinó un alto grado de discreción de los datos; Los controladores redondean los datos a la centésima más cercana. Vea la explicación en el artículo: La construcción de gráficos de control de Shewhart utilizando unidades de medida inadecuadas lleva a conclusiones erróneas .
Para probar esta hipótesis, generamos valores aleatorios utilizando una distribución normal de 40 subgrupos de tamaño n=5 (200 valores individuales), con un valor medio de 18,23 en el centro de la zona de tolerancia y un valor sigma de 0,03, que Las manipulaciones descritas anteriormente pueden resultar en resultados similares a los de la Figura 1. Construimos un gráfico XmR de control de valores individuales con un histograma y un diagrama de dispersión a partir de estos datos (Figura 3).
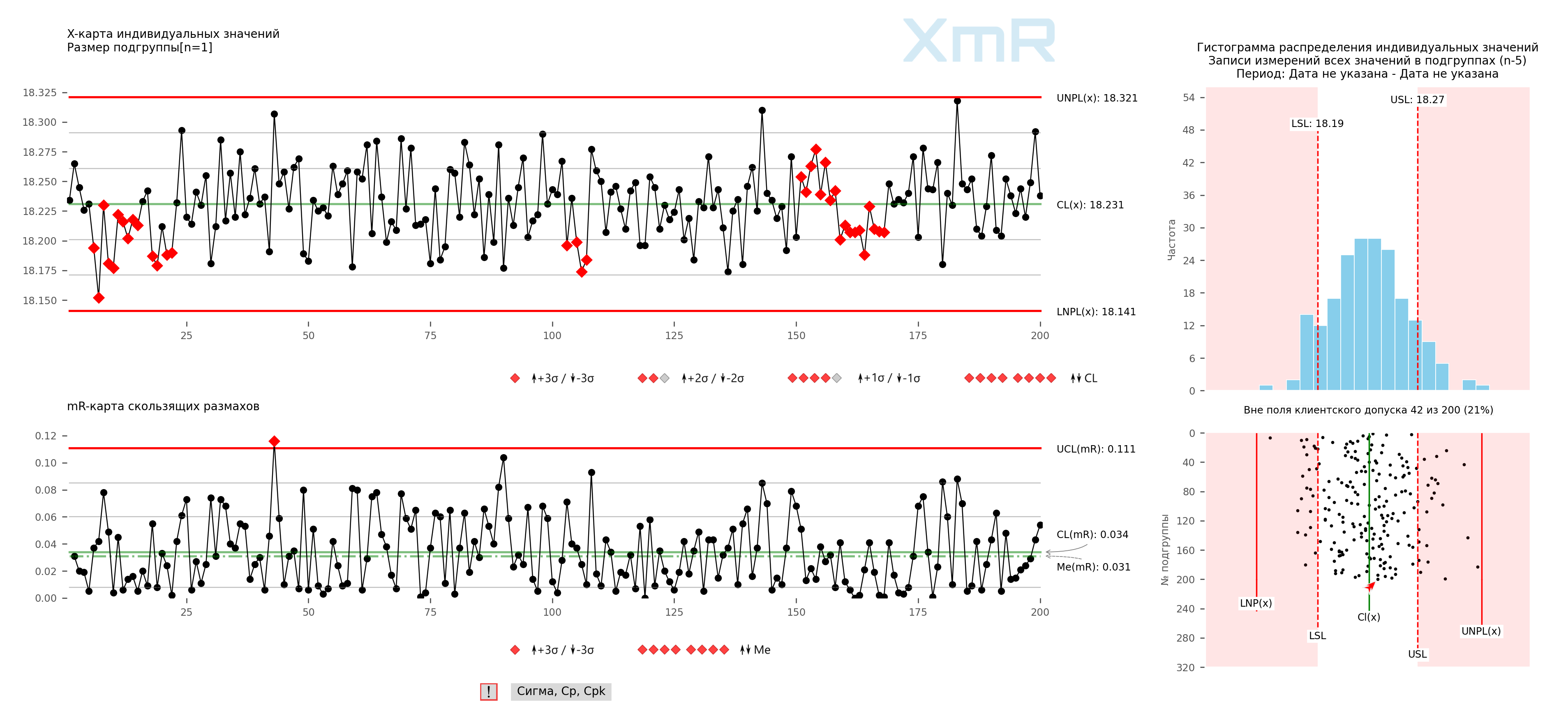
Figura 3. Gráfico de control XmR de valores individuales con histograma de distribución y diagrama de dispersión de valores individuales para datos generados de 40 subgrupos de tamaño n=5. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
En el siguiente paso, en cada subgrupo seleccionamos solo los valores mínimo y máximo en cada uno de los cuarenta subgrupos y, en base a ellos, construimos un gráfico XmR de control de valores individuales con un histograma de distribución y un diagrama de puntos (Figura 4).
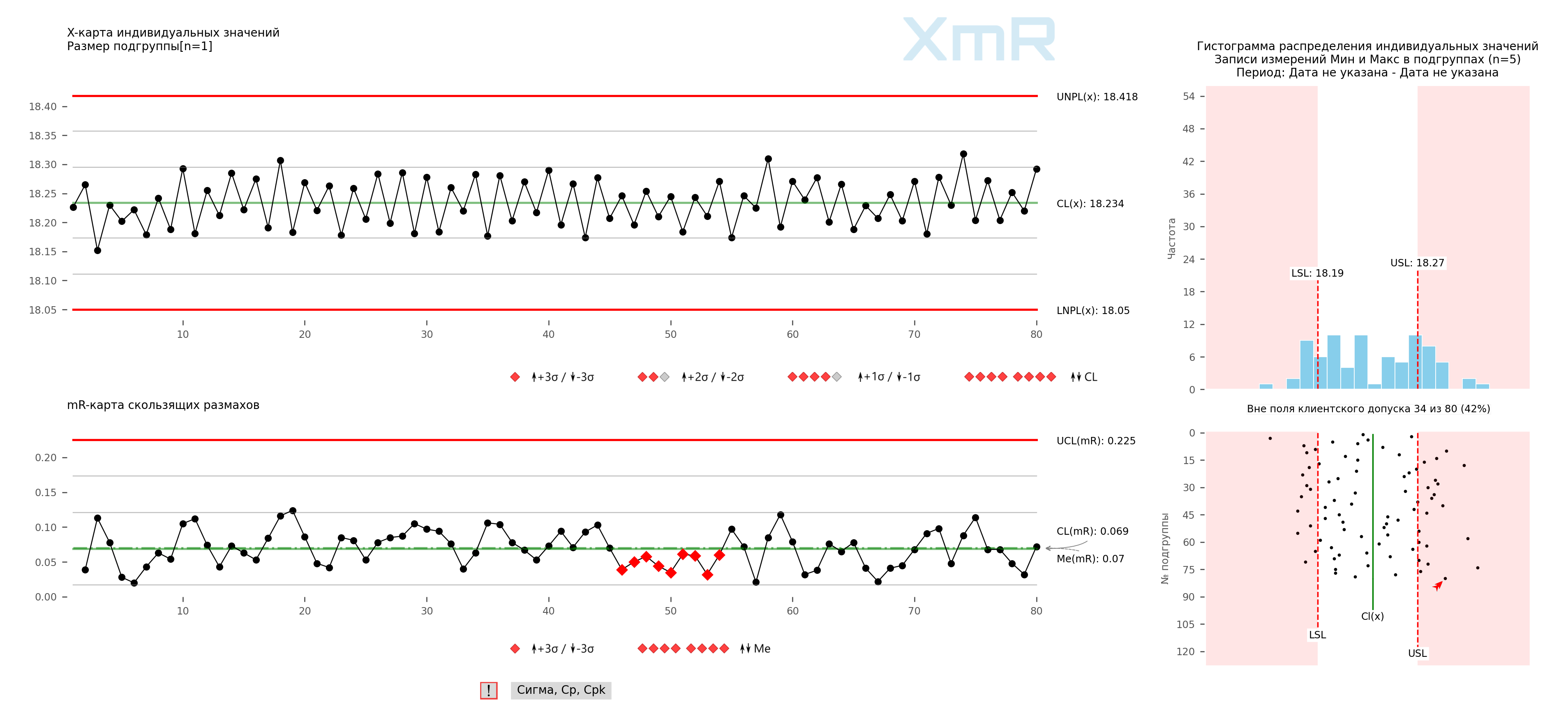
Figura 4. Gráfico XmR de control de valores individuales con un histograma de distribución y un diagrama de dispersión de valores individuales para datos generados de 40 subgrupos de tamaño n=5, con solo los valores mínimo y máximo de cada subgrupo seleccionados . El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
En el siguiente paso, reemplazamos los valores mínimo y máximo usando la siguiente regla:
- si el valor mínimo en el subgrupo es menor que el límite de tolerancia inferior, lo reemplazamos con el valor del límite de tolerancia inferior;
- si el valor máximo en el subgrupo es mayor que el límite de tolerancia superior, lo reemplazamos con el valor del límite de tolerancia superior,
y basándose en ellos construyeron un gráfico XmR de control de valores individuales con un histograma de distribución y un diagrama de puntos (Figura 5).
Figura 5. Gráfico XmR de control de valores individuales para datos generados de 40 subgrupos de tamaño n=5, con selección solo de los valores mínimo y máximo de cada subgrupo y posterior reemplazo de valores fuera del rango de tolerancia. El dibujo fue preparado usando nuestro desarrollado. “Gráficos de control de Shewhart PRO-Analyst +AI (para Windows, Mac, Linux)” .
Nuestra hipótesis fue confirmada.
La dirección de esta empresa obtiene lo que quiere de sus subordinados: el lanzamiento únicamente de productos de alta calidad. ¿A quién le importa lo que realmente produzca la producción?
Todos los datos de esta solución abierta están incluidos en el software que desarrollamos. Gráficos de control de Shewhart PRO-Analyst .
¿Por qué está pasando esto?
Aparentemente, los supervisores se ven obligados a hacer esas cosas en un intento de proteger a los trabajadores. No se puede hablar de orgullo por parte de los operadores y controladores por su trabajo en tales condiciones. Mejorar la calidad de los productos fabricados se vuelve imposible en un entorno así. .
¡Deja de gestionar por miedo!
Y este no es ni mucho menos un caso raro; Vemos una situación similar muy a menudo. En su libro "Superar la crisis", Edwards Deming describe una situación similar en una de las empresas estadounidenses:
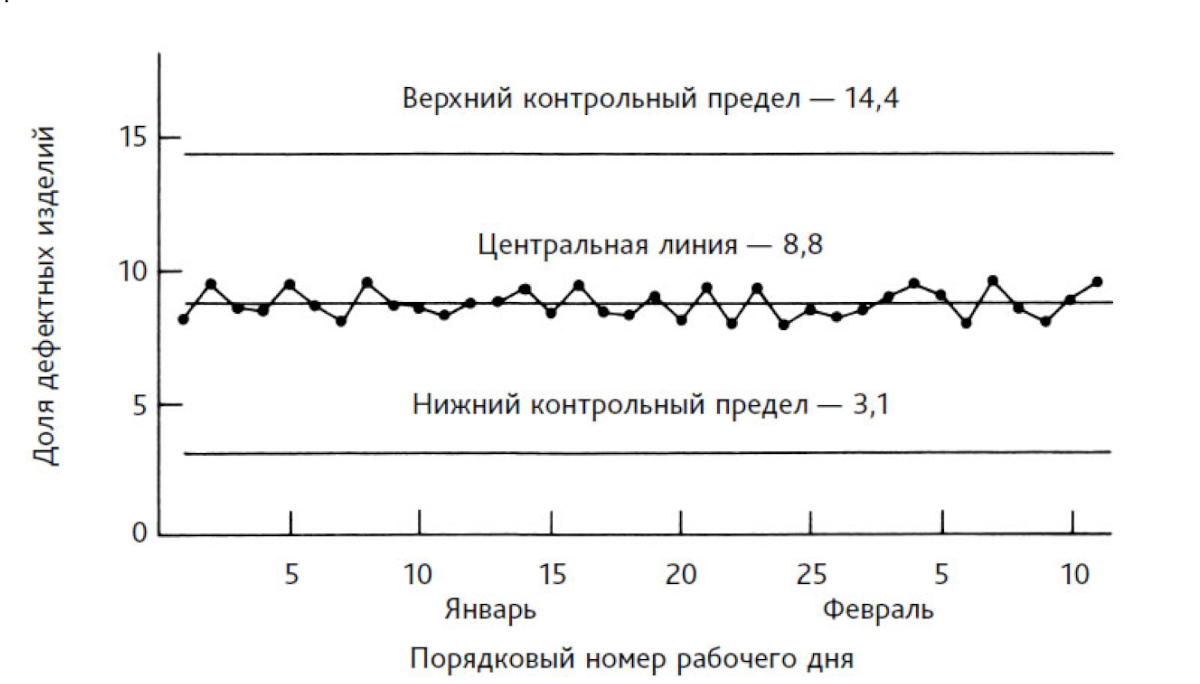
Figura 6. Datos diarios del porcentaje de productos defectuosos. Se controlan 225 productos al día. Fuente: [2] - W. Edwards Deming, “Fuera de la crisis”, W. Edwards Deming
La figura 6 muestra una situación interesante. El desplazamiento del punto arriba y abajo es demasiado pequeño en relación con la línea central. Dos posibles explicaciones para esto:
1. El proceso está diseñado de manera que la proporción de productos defectuosos sea casi constante. En general, esto no es infrecuente. Por ejemplo, 12 palets estampan piezas en un círculo. Uno de ellos falla. Los 11 restantes siguen trabajando. El producto de salida tendrá un producto defectuoso por cada 12 estampados; 1/12 equivale al 8,3%, lo que lo sitúa peligrosamente cerca del 8,8% promedio en el mapa.
2. Los datos que se muestran en el gráfico no significan nada.
Nosotros (David Chambers y yo) rechazamos la primera versión, ya que conocemos en detalle el proceso y las condiciones que lo acompañan. La segunda explicación nos parece más plausible. El controlador no se sentía seguro, tenía miedo. Se extendió por toda la planta el rumor de que el gerente cerraría la planta y despediría a todos tan pronto como el porcentaje de productos defectuosos en el momento de la aceptación final alcanzara el 10%. El interventor intentaba mantener a 300 personas empleadas.
Dondequiera que aparezca el miedo, obtendremos cifras falsas. La organización vive de acuerdo con las ideas que se forman en la cabeza de sus empleados. ¿Este gerente realmente hizo tal amenaza y tenía la intención de llevarla a cabo? Realmente no importa. Informamos a la alta dirección de la explicación que encontramos: el miedo. El problema desapareció cuando el director de la planta pasó a otro trabajo y fue sustituido por un nuevo director.

"No hay sustituto para el conocimiento. Pero la perspectiva de utilizar el conocimiento es aterradora".